Sub-angstromové měření textury povrchu
 Profiloměry Zygo řady NewView™ 8000 využívající metody interferenčního měření CSI (Coherence scanning interferometry) a softwaru Mx™ s patentovanou metodou analýzy ve frekvenční doméně (Frequency domain analysis - FDA) umožnují přímou kvantifikaci povrchové textury měřené v přesnosti zlomků nanometrů. Při vhodném ošetření parametrů měření, jako je vliv vibrací, kalibrace přístroje a vhodná volba parametrů měření, je možné dosahovat přesnosti měření v řádu desítek pikometrů (10-11 m). Vysoká přesnost měření je vyžadována například pro diamantem obráběné optické povrchy (single-point diamond turning optics).
Profiloměry Zygo řady NewView™ 8000 využívající metody interferenčního měření CSI (Coherence scanning interferometry) a softwaru Mx™ s patentovanou metodou analýzy ve frekvenční doméně (Frequency domain analysis - FDA) umožnují přímou kvantifikaci povrchové textury měřené v přesnosti zlomků nanometrů. Při vhodném ošetření parametrů měření, jako je vliv vibrací, kalibrace přístroje a vhodná volba parametrů měření, je možné dosahovat přesnosti měření v řádu desítek pikometrů (10-11 m). Vysoká přesnost měření je vyžadována například pro diamantem obráběné optické povrchy (single-point diamond turning optics).
Měření textury povrchu pomocí profilometrů Zygo je založeno na jevu interference bílého světla (white light interferometry). Umožňuje dosáhnout až sub-angströmové opakovatelnosti. Tyto možnosti jsou vyvíjeny za účelem umožnění měření super-hladkých povrchů, produkovaných stále kvalitnějšími postupy obrábění, a to například ve strojírenství, kosmonautice i již zmíněné optice.
Porozumění šumu systému
Prvním krokem k při provádění kvantitativního měření super-hladkých povrchů je uvědomění si, že každý měřící systém je současně zdrojem inherentního šumu. Tento šum je výsledkem mnoha faktorů zahrnujících elektronický šum, senzorický šum, malé nepravidelnosti v referenční ploše, vibrace způsobené změnami měřícího prostředí. Pro většinu vzorků je šum při měření profilometry řady NewView 8000 zanedbatelný díky vysokému poměru signálu vůči šumu díky unikátnímu způsobu akvizice dat a následným vyhodnocovacím algoritmům. Nicméně v případě velmi hladkých povrchů to obecně tvrdit nelze. U takovýchto vzorků je zapotřebí porozumět zdrojům šumu a poté redukovat jejich vliv na co nejnižší úroveň.
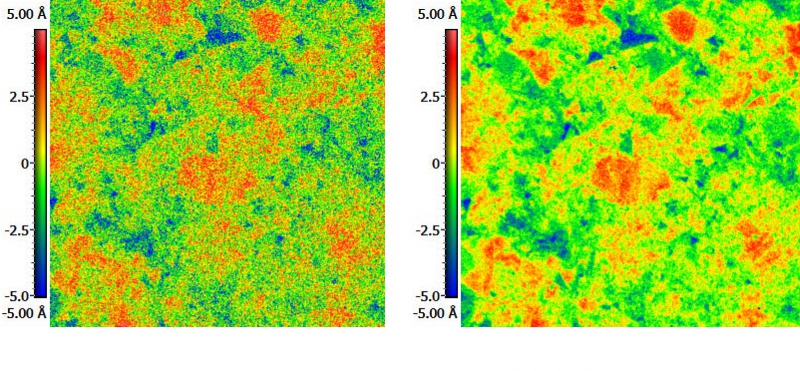
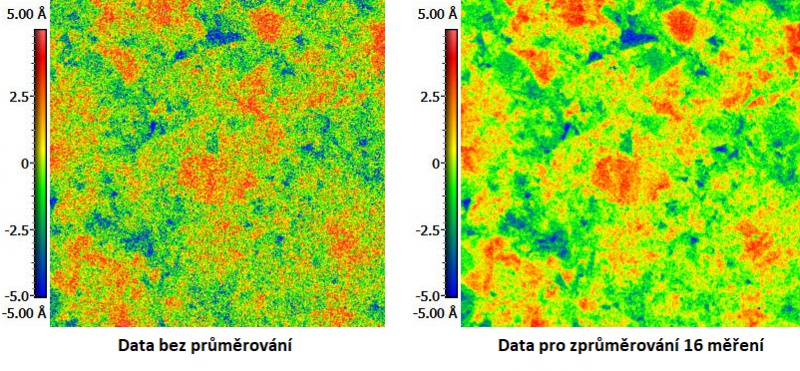 Některé zdroje šumu mohou být eliminovány, nebo alespoň silně redukovány kontrolou vnějších podmínek měření (např. akustika, proudění vzduchu, fluktuace teploty) a dále například dostatečným počtem opakování měření pro průměrování hodnot.
Některé zdroje šumu mohou být eliminovány, nebo alespoň silně redukovány kontrolou vnějších podmínek měření (např. akustika, proudění vzduchu, fluktuace teploty) a dále například dostatečným počtem opakování měření pro průměrování hodnot.
{kind=link}
Kontrola prostředí v průběhu měření
Prvním úkolem při nastavení měření super-hladkých povrchů je zavedení kontroly nad prostředím v průběhu měření. Ideální měřicí prostředí je následující:
- Mechanicky a akusticky klidné pro minimalizaci vlivu vibrací
- Teplotně stabilizované pro minimalizování změn vzorku a objektivu během měření
- S dobře kontrolovaným prouděním vzduchu pro zamezení proudění vzduchu mezi vzorkem a objektivem v průběhu měření.
Nejdůležitější je kontrola vibrací, hluku a teplotní stability. Při malých pracovních vzdálenostech objektivu má proudění vzduchu menší dopad na celkový šum. U objektivů s dlouhou pracovní vzdáleností je však zapotřebí dbát i posledního zmíněného bodu.
Určení šumu systému
Šum měřicího systému je možné definovat jako kvadratický průměr (Root mean square - RMS) dvou po sobě následujících měření stejné oblasti vzorku. Typicky se však uvádí hodnota kvadratického průměru několika (10 a více) po sobě jdoucích měření stejné oblasti. Tato hodnota bývá označována jako opakovatelnost topografie povrchu (Surface topography repeatability - STR). Hodnota STR klesá pokud se každé měření skládá z průměrování více hodnot. STR lze také chápat jako podíl šumové šířky pásma A (Noise bandwidth) a odmocniny akviziční doby √t. Šumová šířka pásma A systému je koeficientem umožňujícím vyhodnocovat výkonnost měření dané konfigurace systému nezávisle na době získávání dat a na množství průměrovaných dat na jedno měření. Pro daný systém lze tedy koeficient A odhadnout pomocí hodnoty STR (datový list) a potřebného času měření.
 Například NewView 8300 má uvedenou hodnotu STR=0,2 nm při akviziční době 2 s v případě 10 µm skenu. Tomu odpovídá hodnota šumové šířky pásma A = STR·√t = 0,28 nm·√s. Hodnotu STR lze pak za udržení podmínek měření snižovat pomocí prodlužování doby sběru dat (viz graf vpravo). Z přiloženého grafu je také patrné, že při měření metodou SmartPSI (proprietární metoda vyvinutá společností Zygo) je šumová šířka pásma mnohem nižší než v případě standardních CSI měření, což vede na lepší hodnoty STR při dané době sběru dat.
Například NewView 8300 má uvedenou hodnotu STR=0,2 nm při akviziční době 2 s v případě 10 µm skenu. Tomu odpovídá hodnota šumové šířky pásma A = STR·√t = 0,28 nm·√s. Hodnotu STR lze pak za udržení podmínek měření snižovat pomocí prodlužování doby sběru dat (viz graf vpravo). Z přiloženého grafu je také patrné, že při měření metodou SmartPSI (proprietární metoda vyvinutá společností Zygo) je šumová šířka pásma mnohem nižší než v případě standardních CSI měření, což vede na lepší hodnoty STR při dané době sběru dat.
Jak nízký šum pro danou aplikaci potřebuji?
Neexistuje sice univerzální návod pro určení hodnoty času měření pro všechny typy povrchů. Nicméně například při měření drsných povrchů měřených v řádu desítek nanometrů a více doporučujeme nastavit čas sběru dat takový, aby hodnota STR byla alespoň o řád nižší, než hodnota drsnosti povrchu. V případě super-hladkých povrchů řádově v jednotkách až desetinách Å by takový požadavek vedl na extrémně dlouhou dobu sběru dat i při použití metody SmartPSI. Pro takové povrchy tedy doporučujeme mít prahovou hodnotu STR dvakrát až čtyřikrát nižší než měřená drsnost povrchu.
Závěr
Pomocí výše popsaných metod a postupů dokázala společnost Zygo demonstrovat schopnost měřit povrchy jemnější než 0,05 nm. Kombinací pečlivé kontroly nad výše popsanými podmínkami měření, vhodnou volbou počtu průměrovaní pro jednotlivá měření (v závislosti na hodnotě šumové šířky pásma) a výběrem vhodné interní přesnosti bylo dosaženo nejvyšší kvality měření textury povrchu pomocí optického profiloměru.
Produkty pro Sub-angstromové měření textury povrchu
Optický profiloměr NewView 9000
Bezkontaktní, modulární 3D profiloměr pro přesnou metrologii povrchu

Optický profilometr NexView NX2
Nejlepší bezkontaktní optický 3D profiloměr a drsnoměr na trhu s opakovatelností RMS až 0,005 nm