Laserové svařování plastů a práce s polymery - 2. díl

Před časem jsme zveřejnili na našich stránkách členek o laserovém svařování plastů a práce s polymery. Článek se zabývá základními principy laserového svařování, volbou vhodného materiálu a jeho teplotních vlastností. Dnes bychom se rádi více věnovali kvazi-simultánnímu svařování a svařování metodou „zhrouceného žebra“. Začněme ale o svařování plastů trochu obecně.
Plasty mají oproti jiným materiálům několik jedinečných vlastností a výhod. Patří mezi ně vysoký poměr pevnosti a hmotnosti, mechanická pružnost, odolnost proti korozi, biokompatibilita, elektrická a tepelná izolace a v některých případech i optická průhlednost. Z hlediska výroby lze plastové díly často vyrábět různými formovacími technikami. Tyto metody nabízejí vysokou výrobní kapacitu a nízké jednotkové náklady.
To vše vedlo k většímu využití plastů v tak rozmanitých oblastech, jako jsou obaly, výroba automobilů, mikroelektronika a zdravotnické prostředky. Společným požadavkem mnoha těchto aplikací je spojování dvou nebo více plastových dílů při montáži výrobku. U aplikací zahrnujících sofistikované výrobky, jako jsou lékařské implantáty a elektronické senzory, musí být toto spojování provedeno s vysokou mechanickou přesností, minimální tvorbou úlomků částic a vynikající pevností spoje.
Při velkosériové výrobě se obvykle používá některý z druhů svařování, nikoli pouhé lepení. Je to proto, že svařování lze obvykle provést mnohem rychleji a přesněji než lepení a vytváří pevnější a spolehlivější spojení.
V průmyslové výrobě se používá mnoho různých metod svařování plastů. Obvykle se jedná o selektivní tavení materiálu pomocí tepla, třením nebo vibracemi, nebo pomocí chemických rozpouštědel. Každá z těchto technik má své výhody a použití. Laserové svařování polymerů je stále oblíbenější pro nejnáročnější aplikace, protože přináší jedinečnou kombinaci výhod. Mezi ně patří:
|
Přesnost |
Vysoce lokalizovaná aplikace laserové energie způsobuje malé nebo žádné změny velikosti dílů, zaručuje malé rozměrové tolerance a lze použít u složitých tvarových dílů. |
|
Opakovatelnost |
Laserový proces je ze své podstaty vysoce konzistentní a lze jej přesně regulovat pomocí zařízení pro monitorování procesu. |
|
Kvalita svaru |
Svarové spoje jsou úzké a kosmeticky vynikající (bez otřepů) a následné zpracování je nutné jen zřídkakdy. |
|
Pevnost svaru |
Laserové svařování poskytuje pevný svar, který je bez mezer a může zajistit hermetické utěsnění. |
|
Nízká kontaminace |
Při laserovém svařování se nepoužívají přídavné materiály a nevznikají prakticky žádné nečistoty ani zplodiny. |
|
Rychlost |
Proces laserového svařování je rychlý a dobře se automatizuje |
Základy laserového svařování plastů
Laserové svařování plastů využívá laser jako zdroj tepla k roztavení materiálu. Existuje mnoho různých způsobů, jak to lze provést v závislosti na spojovaných materiálech, specifických požadavcích aplikace a různých výrobních aspektech, jako jsou náklady nebo rychlost.
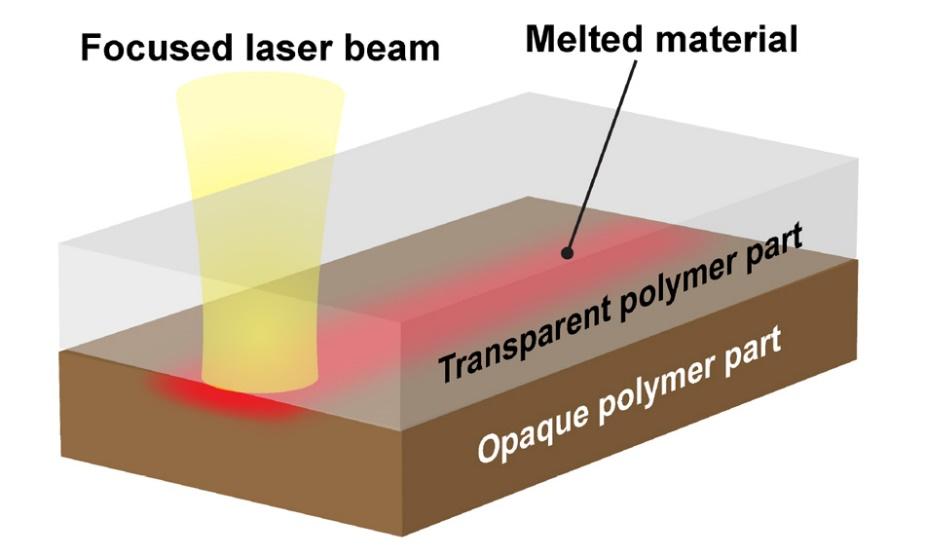
Jedna z nejužitečnějších a nejčastěji používaných technik se nazývá "svařování transmisním laserem" (TTLW). Tato metoda spočívá ve spojování jednoho dílu z průhledného plastu s druhým, který je neprůhledný. V tomto případě se pojmy "průhledný" a "neprůhledný" konkrétně vztahují k tomu, zda díly pohlcují nebo propouštějí vlnovou délku použitého laseru, nikoliv zda jsou vizuálně průhledné nebo neprůhledné pro lidské oko.
TTLW lze provádět několika různými způsoby v závislosti na velikosti a tvaru dílu, požadované rychlosti průchodu, požadované kvalitě a vlastnostech svaru a dalších faktorech. Jeden z nejužitečnějších a nejuniverzálnějších způsobů se nazývá kvazi-simultánní svařování.
Při kvazi-simultánním svařování jsou dva díly buď upnuty k sobě, nebo se dostanou do přímého kontaktu, přičemž volný díl je nahoře. Laser je zaměřen dovnitř skrz průhlednou část a dolů směrem k neprůhledné části. Neprůhledný polymer absorbuje laserové světlo, zahřeje se a roztaví. Teplo z něj roztaví i část čiré části. Laserový paprsek je rychle a skenován, aby se vykreslil vzor požadovaného svaru. Opakovaný rychlý průjezd paprsku po materiálu má za následek současné roztavení celé dráhy svaru (odtud název). Po roztavení celé dráhy svaru se laser vypne a roztavený materiál se rychle zpevní a vytvoří svarový spoj. Kvazi-simultánní TTLW je rychlá, univerzální metoda, která poskytuje vynikající spoje a vysokou výrobní kapacitu. Je nejužitečnější pro svary, které jsou zcela v jedné rovině (ploché) nebo mají jen malé výškové změny.
Metoda zborceného žebra
Jedna konkrétní konfigurace dílů, která se často používá pro kvazi-simultánní TTLW, se nazývá metoda "zborceného žebra". V tomto případě má spodní díl tenké vyčnívající žebro, které zapadá do odpovídající drážky v horním dílu. Drážka je však o něco širší než žebro. Spodní žebro je během svařování částečně roztaveno laserem, zatímco svorky aktivně přitlačují oba díly k sobě. Část spodního žebra se roztaví a tento materiál teče a vyplní část mezery mezi horním a spodním dílem. Ten pak znovu ztuhne a vytvoří svarový spoj.

Toto konkrétní provedení TTLW je obzvláště užitečné, protože poskytuje dobrý svarový spoj, i když díly nejsou dokonale rovné nebo s přísnými tolerancemi. Navíc lze sledovat "výšku zborcení", tj. množství, o které se horní díl během svařování posune dolů, a využít ji pro řízení procesu v uzavřené smyčce. To umožňuje dosahovat velmi konzistentních výsledků při sériové výrobě, a to i v případě, že se jednotlivé díly liší v rozměrech nebo absorpci laserové energie materiálem. Je dokonce možné kompenzovat změny ve výstupním výkonu laseru nebo charakteristikách zaostřeného laserového bodu.
Jak dosáhnout úspěchu
Při zavádění svařování polymerů TTLW do výroby samozřejmě existuje mnoho drobností a faktorů. Jaký je tedy nejlepší způsob zavedení této technologie? Ve skutečnosti existují tři klíčové věci, které je třeba zvážit před zahájením výroby, a možná dokonce hned v cyklu návrhu výrobku.
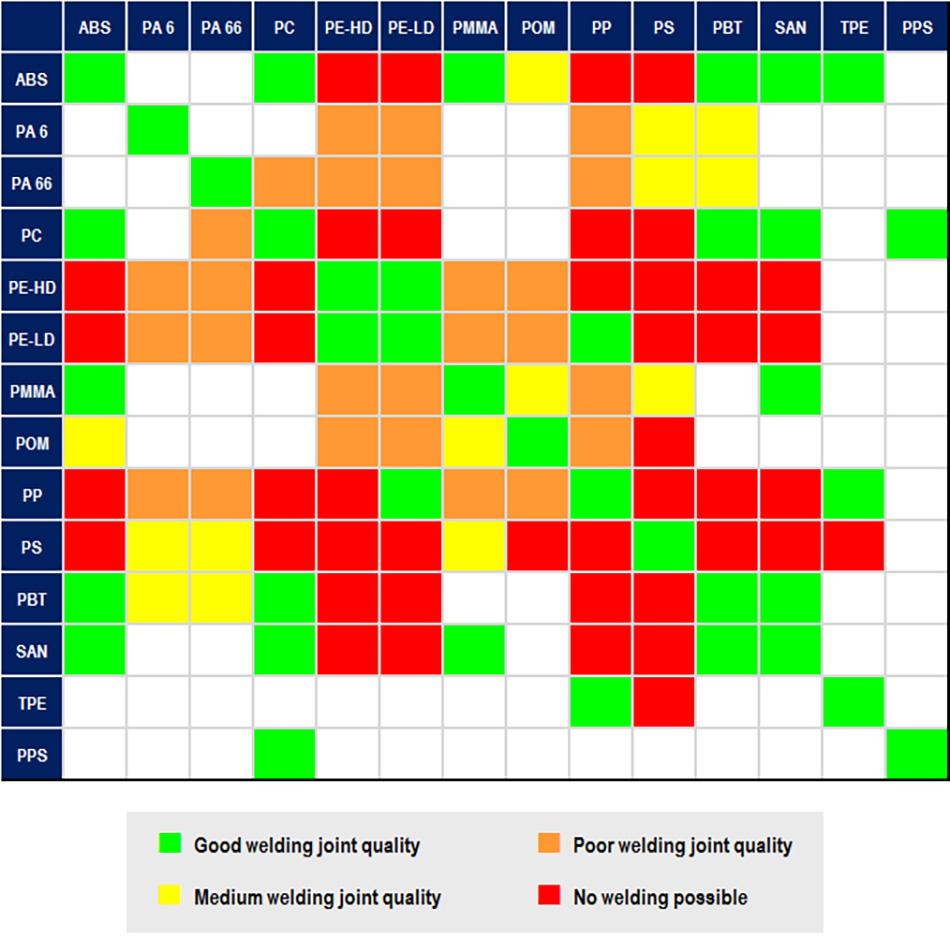
První z nich je výběr materiálu. Pro fungování metody je nezbytné, aby existoval určitý teplotní rozsah, ve kterém oba polymery (čirý i neprůhledný) zůstanou roztavené (ale nerozpadnou se). Čím větší je tento překryv, tím širší je procesní okno. A širší procesní okno usnadňuje výrobu a zvyšuje její robustnost. Tabulka shrnuje, které běžné kombinace polymerů jsou kompatibilní s laserovým svařováním.
Dalším aspektem je problematika "návrhu pro výrobu". Například realizace metody zborceného žebra vyžaduje, aby konstrukce dílu měla dostatečný prostor na vhodném místě pro záběr svorek během svařování a zároveň umožňovala volný přístup laserového paprsku k celé dráze svaru. Rozměry a tvary žebra a drážky musí být také zvoleny tak, aby poskytovaly dostatek materiálu pro proces svařování a aby se do nich vešla vznikající tavenina. Navíc je nutné navrhnout díly tak, aby umožňovaly dostatečnou výšku zborcení. U vysoce přesných aplikací může být nutné do konstrukce dílu začlenit prvky pro vyrovnání, jako jsou například polohovací kolíky. Cílem je dosáhnout pevného svaru a dobré kosmetiky svaru a zároveň eliminovat potřebu následného zpracování za účelem ořezání nebo odstranění otřepů. V neposlední řadě jsou zde všechny otázky týkající se vývoje procesu. To znamená výběr správného laserového zdroje pro polymerní materiály, určení optimálních provozních parametrů laseru a určení, jaké proměnné procesu je třeba sledovat nebo řídit, aby bylo dosaženo požadovaných výtěžků. Mohou se také vyskytnout různé praktické problémy, pokud jde o manipulaci s díly, mechanické a softwarové rozhraní systému pro svařování polymerů s ostatními výrobními zařízeními a samozřejmě provozní náklady.
Závěr
Laserové svařování umožňuje přesné spojování plastových dílů a je nákladově efektivní metodou v širokém rozsahu výrobních objemů. Může pomoci splnit slib, že plasty sníží náklady, ušetří hmotnost a poskytnou pokročilou funkčnost v široké škále výrobků. A pokud nemáte dosud zkušenosti s implementací laserového svařování, obraťte se na nás. Ve spolupráci s aplikačními laboratořemi Coherent vám navrhneme vhodný laser i metodu svařování a pomůžeme s implementací již od samého počátku.