Svařování ve zdravotnické výrobě pomocí jednovidových laserů
Jednovidové lasery dodávané prostřednictvím inteligentní "kmitající" hlavy umožňují přesnou kontrolu rozměrů svaru a příkonu tepla pro svařování zdravotnických prostředků.
Zatímco mnoho stávajících výrobních linek pro zdravotnické prostředky používá pulzní lasery Nd:YAG, většina nových linek používá vícemodové vláknové lasery QCW, které mají podobné charakteristiky paprsku a pulzní parametry jako laser Nd:YAG a zároveň nabízejí výhody nízké provozní náklady jako vláknové lasery.
Při vývoji zdravotních pomůcek a lékařských nástrojů platí obvykle jedno základní pravidlo - nový výrobek je vždy menší a komplikovanější, než jeho předchůdce. V důsledku toho stále rostou i požadavky velikost svaru a preciznost a přesnost svařování. A spolu s tím rostou i požadavky na kontrolu tepelného příkonu. Problémem je, že pulzní lasery, které se pro svařování často využívají, mohou být někdy omezující z hlediska výběru materiálu, protože vysoké rychlosti ochlazování svaru mohou vytvářet sklon k praskání svarů. Existuje jiná možnost svařování?
Proč jsou řešením jednovidové vláknové lasery
Jednovidový vláknový laser s kontinuální výstupem (CW laser) ve spojení se skenovací hlavou nabízí jedinečnou a přesvědčivou možnost svařování: miniaturizaci svaru - přesnou kontrolu rozměrů svaru a příkonu tepla.
Pro ty, kteří nejsou s jednovidovými lasery tolik obeznámeni, uvádíme, že jednovidové lasery mají absolutně nejlepší kvalitu paprsku a v důsledku toho generují nejmenší velikost bodu pro danou ohniskovou vzdálenost optiky. Jednomódové lasery se totiž běžně fokusují na průměr ohniska v rozsahu 25 µm (0,0025 mm) při použití ohniskové vzdálenosti 150 mm (6").
Výhodou je, že když spojíme jednovidový laserový zdroj se skenovací pracovní hlavou, získáme možnost pohybovat bodem s velikostí 25 µm dostatečně rychle po obrobku tak, abychom mohli zdroj tepla podle potřeby škálovat. Pokud je tedy požadován svar o šířce 100 µm, bod o velikost 25 µm se bude rychle pohybovat kolmo ke směru švu a vytváří tak požadovanou šířku svaru 100 µm . Pohyb tohoto bodu ale bude dostatečně rychlý, aby materiál z hlediska tepelného příkonu reagoval stejně, jako kdyby byl použit větší průměr bodu.
Rychlý pohyb na dílu, který vytváří snímací hlava, je možný díky dvěma velmi malým zrcadlům s nízkou setrvačností, nazývaným galvanometry nebo "galva", které jsou namontovány kolmo k sobě, a proto jsou schopny vytvářet pohyb v osách X a Y. Objektiv s F-Theta čočkou pak vytváří plochou ohniskovou rovinu, takže na ploše 100x100 mm nebo 200x200 mm (podle ohniskové vzdálenosti optiky) zůstává laser zaostřen na celé ploše.
Laserový bod se tak může pohybovat kdekoliv v celé pracovní ploše a vytvářet jakýkoliv tvar nebo velikost svaru. Při mikrosvařování je tato schopnost významným usnadněním procesu.
Výhody použití jednovidových vláknových laserů:
1. Umožňuje vytvářet jakýkoliv tvar nebo velikost bodového svaru - může to být kruh, kruhový prstenec, spirála, čtverec, smajlík nebo cokoliv, co lze optimalizovat s ohledem na tepelná omezení dílů a mechanické potřeby svaru.

2. Dynamické škálování svarů - různé svary na stejném dílu mohou být dimenzovány a tvarovány individuálně pouze pomocí dráhy nástroje namísto změn parametrů, nebo mohou být svary na různých dílech škálovány nebo tvarovány podle potřeby.
3. Zkrácení doby cyklu u vícebodových svarů - přesun mezi bodovými svary je i při použití lineárních pohonů relativně pomalý ve srovnání se snímací hlavou, která se může pohybovat od jednoho bodu k druhému ve zlomcích sekundy. Klasickým příkladem použití skenovacích hlav pro bodové svařování jsou flexibilní ramena, která se kdysi používala pro všechny diskové mechaniky, obvykle se 25 bodových svarů provádí za méně než 1 s.
4. Přizpůsobení rozměrů svaru - příčný pohyb lze podél svaru překrývat a přesně tak kontrolovat šířku a hloubku svaru. Například pulzní QCW nebo Nd:YAG snižuje hloubku průřezu švu od středové linie k okraji. S jednovidovým laserem a skenovací hlavou můžeme vytvořit čtvercový profil průřezu tak, aby penetrace ve středu a na okraji svaru byla stejná. Proto lze u tupých nebo koutových svarů zohlednit jakoukoli nesouosost švového spoje bez snížení pevnosti svaru.
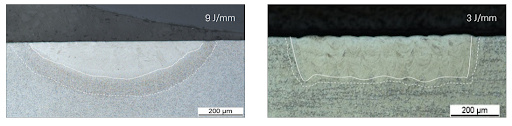
- Vlevo běžný průvar a průřez bodu vytvořeného pulzním laserem, velikost bodu ~ 800 µm.
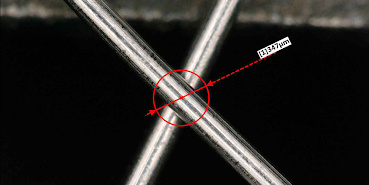
- Vpravo průvar a průřez bodu aplikovaného jednovidovým laserem, velikost bodu ~ 30 µm, který se rychle pohybuje materiálem.
5. Minimalizace tepelného příkonu - tepelný příkon je přímo úměrný síle zdroje tepla a době působení na díl. Vedlejší účinek zdroje tepla je funkcí jeho velikosti. Použitím 25 µm bodu, který se rychle pohybuje po dílu v jakémkoli požadovaném směru, máme nyní přesnou kontrolu nad tepelným příkonem a všechny ovládací nástroje pro optimalizaci.
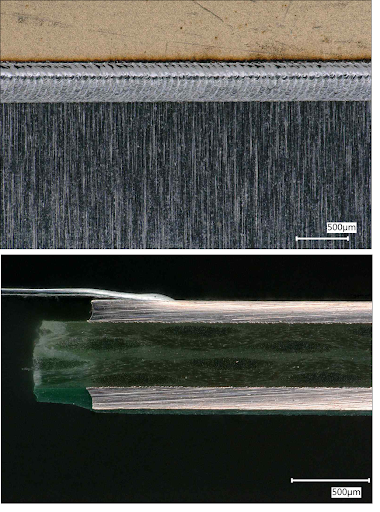
- Segment trhu: Elektronika/medicína
- Materiál: Fólie z nerezové oceli, 40 µm, k pozlacené mědi, 140 µm.
- Použití: Svařování elektronických součástek na desku plošných spojů
- Použitý laser: PowerLine FL 150 P
- Pracovní hlava: SmartWeld+
- Lineární rychlost: 800 mm/min
- Hloubka svařování: ~ 45 µm
- Pevnost ve smyku: 130 N na 10 mm
- Hodnocení: Homogenní šev, žádné trhliny
- Žádný viditelný dopad na desku plošných spojů
6. Velká procesní okna, více svařitelných materiálů - s minimálním příkonem tepla a laserem, který pracuje v kontinuálním režimu, se snižuje rychlost chlazení dílu, čímž se zvyšuje rozsah svařitelných materiálů a zároveň se snižuje pravděpodobnost vzniku trhlin ve svaru.
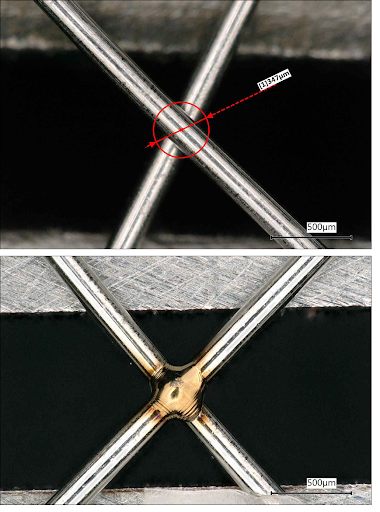
- Materiál: Nerezová ocel
- Použití: Svařování drátěného pletiva
- Použitý laser: PowerLine FL 150 P, SmartWeld+
- Průměr drátu: 200 µm
- Velikost bodu: 30 µm
- Počet pulzů: Jeden pulz
- Výkon: 85 W
7. Možnost 3D pohybu - laserová skenovací hlava může být vybavena dalšími osami pohybu pro pohyb ohniskové roviny v ose Z, což nabízí ještě více možností.
Výhody jednovidových vláknových laserů
1. Nižší výkon laseru - použití ohniska o velikosti kolem 25 µm zvyšuje hustotu výkonu, což znamená, že je zapotřebí nižší průměrný výkon, což snižuje potřebný výkon laseru a snižuje pořizovací i provozní náklady.
2. Nižší náklady na pořízení - skenovací hlavy jsou vzhledem k objemům jejich výroby pro laserové značení běžným zbožím, proto je high-tech skenovací hlava relativně levná i ve srovnání s pevnými pracovními hlavami.
3. Snadné programování - programování pohybu skenovací hlavy nevyžaduje znalost G nebo M kódu, protože svařovací dráhy se vytvářejí pomocí funkcí kružnice a přímek stejně jako v kreslícím programu, tedy stejně jako u značicích laserů. Software uživatele provede přípravou pracovní dráhy laseru a celým pracovním postupem, který může zahrnovat i aplikaci strojového vidění před svařováním, sledování v průběhu svařovacího procesu nebo kontrolu po svařování.
4. Minimalizovaný půdorys systému - obvykle má pracovní hlava laseru pracovní plochu 200x200 mm (8x8") a není větší než malá krabice od bot. Laserový paprsek je do ní přiváděn optickým vláknem z laserového zdroje, který je obvykle umístěn v samostatném racku spolu s ovládacím PC. Celková plocha laserového systému je tak velmi malá.
Více než laserová skenovací hlava
I když jsou zrychlení a zpomalení laserové skenovací hlavy velmi vysoká, jsou stále přítomna, což znamená, že některé svařovací cesty mohou mít úseky s vyšším nebo nižším tepelným příkonem.
Naše inteligentní "kmitací" hlava Coherent SmartWeld+ to řeší a upravuje výkon, a tedy i tepelný příkon za chodu. Toto plně flexibilní a programovatelné schéma kmitání/výkonu umožňuje přesně řídit ohřev a chlazení svaru - přináší přesnější kontrolu parametrů svaru, včetně šířky svaru a hloubky průvaru.
Přečtěte si vše o technologii Coherent SmartWeld+ a laserových zdrojích Coherent PowerLine FL.
Zdroj: Coherent.com
Související produkty

Coherent SmartWeld+
Přesná dálkově ovládaná svařovací hlava, která obsahuje rozsáhlé a pokročilé možnosti kmitání paprsku. Umožňuje svařování různorodých materiálů, jako je hliník, nerezová ocel a měď, pro e-mobilitu a spotřební elektroniku.

Coherent PowerLine FL
Řada vláknových laserů s výkony do 1,5 kW zjednodušuje integraci laserového řezání a/nebo svařování do stávajících výrobních linek.