Vláknové lasery jsou sice dominantním laserovým zdrojem pro svařování, ale jejich infračervený výstup se silně odráží od některých kovů, zejména od mědi, což jejich účinnost u těchto materiálů omezuje. V důsledku toho se jako možná alternativa pro svařování mědi objevily vysoce výkonné pevnolátkové zelené lasery, protože tyto vlnové délky jsou mědí kovem silněji absorbovány. Zelené lasery však mají několik praktických omezení, která v konečném důsledku vedou k vyšším pořizovacím nákladům. Tento dokument uvádí výsledky nedávných testů svařování mědi, které byly úspěšně provedeny s novým typem vláknového laseru s nastavitelným kruhovým režimem (ARM) s vysokým jasem středového paprsku. Laser ARM s vysokým jasem zde poskytl vynikající kvalitu svaru a lepší penetraci při různých rychlostech svařování než komerčně dostupné zelené. Výsledky naznačují, že tato technologie by mohla přinést výhody v nákladovosti, spolehlivost i praktickém využití vláknových laserů pro svařování mědi.
Výroba e-mobility
Rozmach výroby v oblasti e-mobility je hlavním faktorem, který vede k výraznému nárůstu poptávky po řešeních pro svařování mědi. Měď má ve srovnání s jinými kovy řadu žádoucích elektrických, tepelných, mechanických a nákladových vlastností, a proto se používá ve všech elektromobilech - ve statorech elektromotorů, v rozvodném systému (přípojnice atd.) i v bateriích. Výroba mnoha těchto součástí a systémů zahrnuje svařování mědi.
Stejně jako vysoká elektrická a tepelná vodivost, díky níž je měď pro tyto aplikace ideální, je však náročné ji svařovat tradičními vláknovými lasery. Konkrétně její elektronické vlastnosti způsobují, že je vysoce reflexní v blízké infračervené vlnové délce vláknových laserů. A její vynikající tepelná vodivost vyžaduje dodání velkého množství laserové energie, aby se materiál roztavil a zahájil se proces svařování.
V důsledku toho je při použití tradičního vláknového laseru obvykle zapotřebí velmi vysoký výkon, aby bylo dosaženo hustoty výkonu potřebné k počátečnímu roztavení materiálu. Tento přístup "hrubé síly" však způsobuje, že svařovací proces je nestabilní a extrémně citlivý na drobné odchylky pracovního povrchu. Zejména přítomnost lokalizované oxidace povrchu nebo nehomogenity struktury povrchu v malém měřítku mohou vést k nestabilitě procesu. Konečným výsledkem mohou být nekonzistentní svary s póry a špatná kvalita povrchu.
Polovodičové zelené lasery
Měď je téměř o řád pohltivější v zeleného laseru než v blízké infračervené oblasti. Energii zeleného laseru lze tedy účinněji spojit s obrobkem, což vede ke stabilnějšímu a méně citlivému procesu svařování, než je možné u tradičních vláknových laserů. Výsledkem je, že několik výrobců využívá vysoce výkonné pevnolátkové zelené lasery a mnoho dalších jejich testuje a vyhodnocuje.
Nasazení vysoce výkonných zelených laserů ve výrobě e-mobility však naráží na některé významné praktické problémy. Některé z nich vyplývají ze samotných vlastností a konstrukce zelených laserů.
Laserové materiály používané pro pevné zelené vláknové nebo diskové lasery produkují blízké infračervené světlo; k převodu infračerveného světla na zelený výstup se používá zdvojení frekvence. Zatímco tento proces se s velkým úspěchem používá při nižších výkonech, ve výkonech v řádu kW začíná narážet na určité potíže. Konkrétně samotný proces konverze frekvence má efektivitu jen zhruba 50 %. K dosažení výstupního výkonu 2 kW zeleného laseru je tedy zapotřebí 4 kW jednovidového infračerveného laseru. Nepřeměněná energie se mění v teplo, které musí být odváděno vodou chlazeným chladičem. To činí tyto lasery energeticky neefektivními (což vede k vyšším provozním nákladům kvůli vyšší spotřebě elektrické energie) a vyžaduje velký objem chladicí vody. Navíc zdvojovací krystaly časem degradují kvůli vysokým výkonům, a pokud nejsou pečlivě řízeny, mohou způsobit problémy se spolehlivostí a odstávkami provozu celého laseru.
Dalším praktickým problémem zelených laserů je skutečnost, že se standardní optická vlákna používaná pro přenos paprsku zeleného laseru světlem snáze ztmavují, čímž se snižuje jejich životnost. Specializovaná vlákna pro zelené světlo mohou tento problém překonat, jsou však dražší a hůře dostupná. Účinek ztmavnutí se také zvyšuje s délkou vlákna. To v současné době omezuje délku vlákna na 10 m, což snižuje flexibilitu při umísťování laseru ve výrobním prostředí. Navíc komerčně dostupné zelené, vysoce výkonné, CW lasery jsou v současné době omezeny na 2 kW maximálního výkonu.
Většina průmyslových laserů má výstup v blízké infračervené oblasti, takže celá infrastruktura pro jejich podporu je založena na této vlnové délce. Například dostupný výběr procesních hlav pro zelené lasery je omezený a často je třeba je přizpůsobit. Podobně pomocné čočky, ochranná krycí skla a další optické komponenty jsou většinou určeny pro infračervené lasery. Výrobce, který již používá infračervené lasery, tak může potřebovat udržovat větší zásobu náhradních dílů a spotřebního materiálu, aby se přizpůsobil používání zelených laserů ve svém provozu, aniž by docházelo k servisním prodlevám a prostojům.
Vláknový laser COHERENT HighLight™ ARM
Vláknové lasery jsou energeticky mnohem účinnější než pevné zelené lasery. To znamená, že k dosažení daného výstupního výkonu potřebují méně elektřiny a produkují méně odpadního tepla. To snižuje náklady na provoz a zjednodušuje chlazení laseru. Navíc jsou vláknové lasery velmi spolehlivé. Jejich infračervený výstupní paprsek je navíc snadno distribuován optickým vláknem. Navzdory těmto žádoucím vlastnostem však nebyly široce používány pro svařování zejména mědi, a to kvůli dříve uvedeným problémům.
Společnost Coherent představila před několika lety vláknové lasery řady HighLight s nastavitelným kruhovým režimem (ARM), aby přinesla cenové a praktické výhody těchto zdrojů pro aplikace, které nebyly dostatečně řešeny tradiční technologií. Obvykle se jedná o úlohy, v nichž je třeba pečlivě řídit prostorové rozložení výkonu a hustotu výkonu na pracovním povrchu, aby bylo dosaženo dobré kvality svaru (nízký rozstřik, minimální praskání a snížená pórovitost). Typickými příklady jsou svařování pozinkované oceli s nulovou mezerou, svařování komponent pohonných jednotek bez rozstřiku a svařování hliníkových závěsných dílů bez vzniku trhlin a bez použití přídavného drátu.
Této přesné kontroly nad prostorovým rozložením výkonu je dosaženo díky jedinečnému výstupnímu paprsku laseru ARM, který se skládá z centrálního bodu obklopeného dalším soustředným prstencem laserového paprsku. Výkon ve středu a prstenci lze nezávisle nastavovat a modulovat podle potřeby, což umožňuje velmi pečlivou kontrolu dynamiky taveniny.
Lasery Coherent HighLight ARM jsou k dispozici s různými poměry středu a prstence a s různými úrovněmi výkonu, které lze přizpůsobit konkrétním aplikacím. Průměr středu lze nakonfigurovat v rozmezí od 22 µm do 100 µm a vnější průměr prstence se může pohybovat od 140 µm do 200 µm.
Pro svařování mědi je nutná vysoká intenzita a vysoký výkon středového paprsku. Ten poskytuje energii potřebnou k snadnému roztavení materiálu, a to i přes jeho relativně nízký absorpční koeficient, zatímco kruhový paprsek pomáhá v průběhu svařování stabilizovat klíčovou dírku (key hole). Výsledkem je, že svařovací proces je zahájen a udržován konzistentně bez ohledu na změny povrchu obrobku, čímž jsou překonána omezení, s nimiž se setkáváme u tradičních vláknových laserů.

Obrázek 1: Vláknový laser HighLight FL4000CSM-ARM.
Výsledky svařování mědi
Aplikační inženýři společnosti Coherent provedli sérii testů svařování mědi pomocí laseru ARM s vysoce jasným středovým paprskem o průměru 22 µm a kruhovým paprskem o vnitřním/vnějším průměru 100 µm/170 µm. Laser byl zaostřen pomocí hlavy pro dálkové zpracování se zvětšením 1.4, s dusíkem jako ochranným plynem a křížovou tryskou. Svařovaným materiálem byla čistá měď. Výkon laseru byl 4 kW, přičemž ve středu byl výkon 1,5 kW a v prstenci 2,5 kW pro všechny testy.
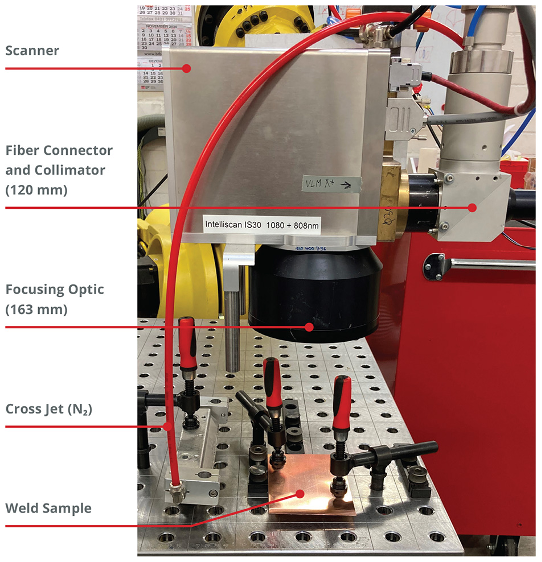
Obrázek 2: Výsledky svařování mědi ARM vláknovým laserem s vysokým jasem, skenerem a ochrannou tryskou.
Poloha zaostření se měnila a bylo zjištěno, že nejlepší kvalita svaru je při zaostření nastaveném 1,5 mm nad povrchem materiálu. Konkrétně tato poloha byla nejlepším kompromisem mezi penetrací svaru a jeho kvalitou. Laser ARM vytváří hlubší penetraci svaru, pokud je zaostřen přímo na povrch materiálu, ale výsledná kvalita povrchu svaru a rozstřiku není pro typické aplikace e-mobility dostatečná. Profil paprsku na pracovním povrchu při použití optimální polohy zaostření paprsku (1,5 mm nad povrchem) je znázorněn na grafu.
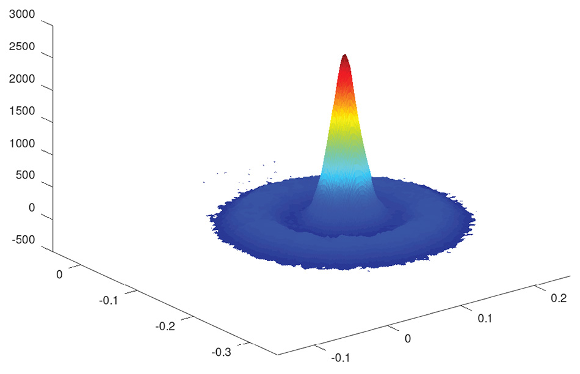
Obrázek 3: Profil paprsku ARM na pracovním povrchu (1,5 kW střed a 2,5 kW prstenec) s laserem zaostřeným 1,5 mm nad pracovním povrchem.
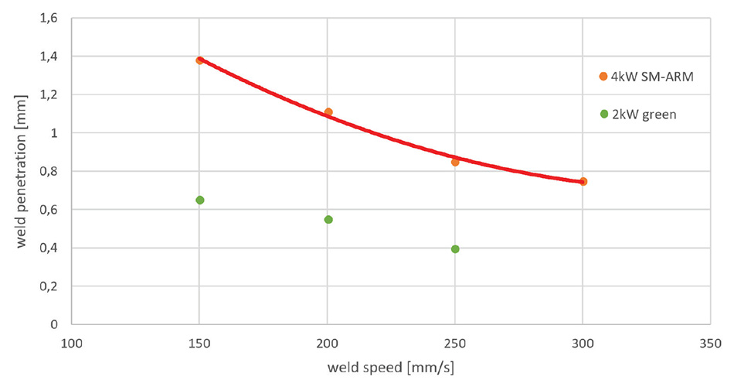
Obrázek 4: Penetrace sváru u vysoce jasného laseru ARM o výkonu 4 kW ve srovnání se zeleným vláknovým laserem o výkonu 2 kW.
Účinnost svařování
Byla také změřena účinnost svařování laseru ARM a porovnána s dříve publikovanými výsledky svařování zeleným laserem o výkonu 2 kW. Jako ochranný plyn byl pro oba svary použit dusík. Publikované údaje pro zelený laser ukázaly konstantní průřez svaru 0,5 mm² a hloubku průvaru přibližně 1 mm. Laser ARM byl nakonfigurován tak, aby dosahoval stejných výsledků. Konkrétně to vyžadovalo výstupní výkon 3,5 kW a rychlost svařování 300 mm/s oproti rychlosti svařování 200 mm/s vteřiny u zeleného laseru o výkonu 2 kW. Normalizace těchto výsledků dává lineární výkon laseru 10 J/mm pro laser ARM ve srovnání s 11,8 J/mm pro zelený laser. Zelený laser tedy nabízí o něco vyšší účinnost svařování. Vyšší celkový výkon laseru ARM však umožňuje pracovat s mnohem vyššími rychlostmi svařování, a to i přes tento malý rozdíl v účinnosti.
Kvalita povrchu
Dalším důležitým hlediskem je kvalita povrchu. Tradiční vláknové lasery jsou schopny svařovat měď, ale jsou velmi citlivé na změny kvality povrchu. Fotografie ukazuje svařence pro svařování laserem ARM s vysokým jasem na broušené a leštěné mědi. Proces zůstává stabilní na obou površích bez změny kvality svaru.
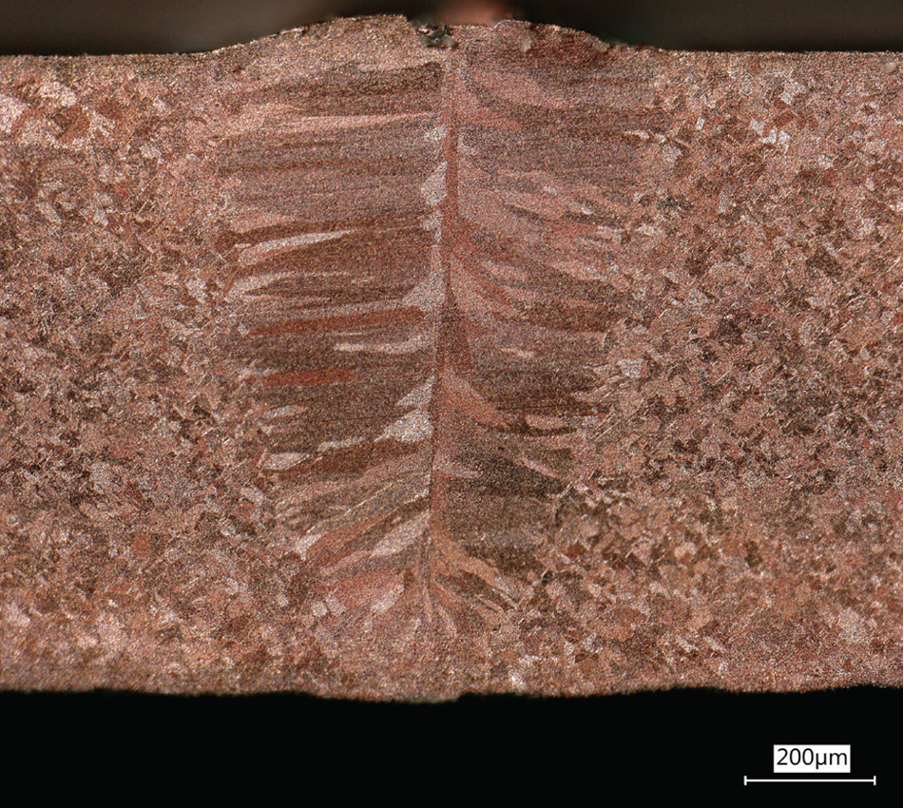
Obrázek 5: Průřez měděného svaru vytvořeného infračerveným laserem ARM s vysokým jasem a výstupním výkonem 3,5 kW při rychlosti svařování 300 mm/s.
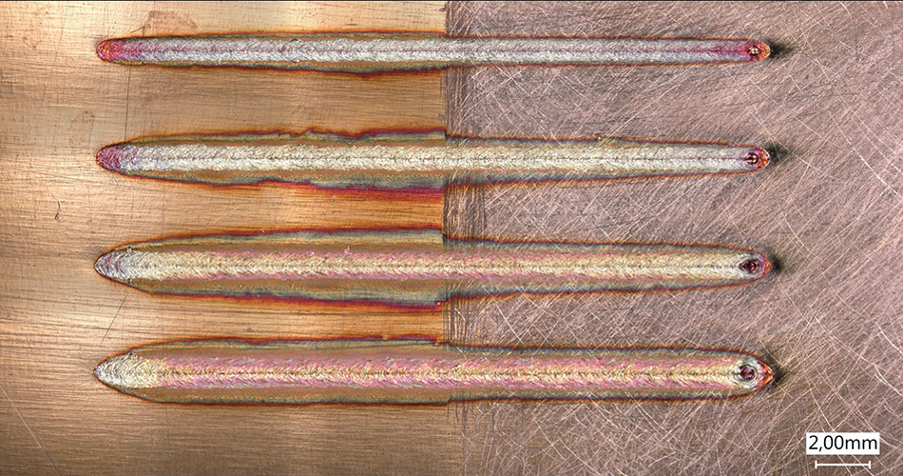
Obrázek 6: Konzistentní svary na hladké a broušené mědi pomocí laseru ARM o výkonu 4 kW při různých rychlostech (300-150 mm/s shora dolů).
Závěr
Tyto testy prokázaly, že laser ARM společnosti Coherent s vysokým jasem je praktickým řešením pro náročné aplikace svařování mědi v oblasti e-mobility. Provaření a rychlost procesu odpovídají současným výrobním požadavkům nebo je dokonce překračují. Laser ARM se navíc zbavuje problémů s citlivostí na kvalitu povrchu a nestabilitou procesu, které v minulosti omezovaly použití vláknových laserů pro svařování mědi. ARM laser tak konečně přináší všechny cenové, spolehlivé a praktické výhody, díky nimž se vláknové lasery staly volbou pro mnoho jiných průmyslových aplikací, i do náročné úlohy svařování mědi.
Zdroj: coherent.com




