
Vysokovýkonný diodový laser nabízí při laserovém navařování vyšší kapacitu práce, vynikající celkovou kvalitu plátování, velmi nízké úrovně ředění, snížený tepelný příkon, minimální zkreslení dílů a lepší kontrolu nanášení plátů než většina tradičních technologií.
Navařování a plátování jsou široce používané procesy pro zlepšení povrchových a vlastností součásti nebo pro obnovení povrchu dílů, který se používáním opotřeboval. Plátování zahrnuje vytvoření nové povrchové vrstvy na základním materiálu. Tím se liší od zpevňování povrchu, které spočívá pouze ve změně vlastností samotného podkladu v tenké povrchové vrstvě.
V současné době existuje poměrně velké množství různých technik pro provádění plátování, z nichž každá má své specifické vlastnosti, pokud jde o použité materiály, kvalitu navařené vrstvy a různé praktické otázky včetně rychlosti průchodu, kompatibility procesu a nákladů. Rádi bychom vám ukázali, jak může plátování vysokovýkonným diodovým laserem nabídnout lepší propustnost procesu, vynikající celkovou kvalitu plátování, velmi nízké úrovně ředění, snížený tepelný příkon, minimální deformace dílů a lepší kontrolu nanášení plátů než většina tradičních technologií.
Tradiční procesy plátování a navařování
Většinu tradičních technologií plátování lze obecně klasifikovat jako metody obloukového svařování nebo tepelného stříkání. Každý z těchto přístupů má své výhody a omezení, a proto existují určité typy aplikací, pro které je každý z nich nejvhodnější. Existuje řada různých technik obloukového svařování, například svařování wolframovým obloukem v plynu (GTAW), oblouk přenášený plazmou (PTA), obloukové svařování v plynu (GMAW), svařování pod tavidlem (SAW) a několik dalších. Při všech těchto procesech se vytváří oblouk, který roztaví povrch základního materiálu, obvykle za přítomnosti ochranného plynu. Plátovaný materiál se pak zavádí buď ve formě drátu, nebo prášku a rovněž se taví obloukem, čímž se vytváří plátovaná vrstva. Různá provedení tohoto základního postupu se liší v detailech, jako je použití plnicího kovu jako elektrody, použití tavidla nebo možnost použít horký (předehřátý) nebo studený plnicí drát. V nejobecnější rovině lze říci, že všechny techniky obloukového svařování poskytují plně svařený metalurgický spoj, který má vysokou pevnost, dobré rázové vlastnosti a nízkou pórovitost. Metody obloukového svařování rovněž nabízejí vysokou rychlost nanášení (což se projevuje ve vysoké výkonnosti) a relativně nízké investiční náklady na zařízení.
Hlavními negativy obloukového svařování plátováním je vysoký příkon tepla do dílu a v závislosti na konkrétních podmínkách relativně vysoké zředění plátovaného materiálu (tj. nežádoucí migrace základního materiálu do plátované vrstvy). Tepelný vstup do dílu může způsobit mechanickou deformaci, která často vyvolává potřebu dalšího následného zpracování po plátování. Kromě toho není vždy možné v praxi realizovat vysoké rychlosti nanášení, kterých jsou obloukové svařovací procesy teoreticky schopny. Je to proto, že ředění, tepelný příkon, deformace, tvrdost a další metalurgické vlastnosti jsou někdy negativně ovlivněny, když se energie oblouku zvýší nad optimální úroveň, která je obecně na spodní hranici rozsahu rychlosti nanášení.
Při tepelném stříkání je plátovaný materiál, nejčastěji ve formě prášku, roztaven plamenem nebo elektřinou a poté nastříkán na obrobek. Ve většině případů se jedná o proces s nízkým zahříváním, při kterém zůstává teplota substrátu obvykle < 200 °C. Čtyři nejběžnější provedení tohoto přístupu jsou stříkání plamenem, obloukové stříkání (kde se jako spotřební materiál používá drát), plazmové stříkání a vysokorychlostní kyslíkové stříkání (HVOF).
Hlavní výhodou všech technik tepelného stříkání je nízký příkon tepla do dílu, což znamená, že nevzniká tepelně ovlivněná zóna a dochází k minimálnímu zředění. To také umožňuje využití tohoto procesu pro širokou škálu podkladových materiálů včetně kovů, karbidů, keramiky a dokonce i plastů. Tepelné stříkání také podporuje velmi široké procesní okno, pokud jde o rozsah tlouštěk povlaků, kterých lze dosáhnout, a podporované rychlosti nanášení, ačkoli tyto povlaky bývají tenčí než povlaky svařované obloukem.
Jednou z významných nevýhod procesů tepelného nástřiku je, že vazba mezi plátovanou vrstvou a materiálem substrátu je mechanická, nikoliv metalurgické povahy. To může vést k problémům s přilnavostí a nízkou odolnost proti opotřebení, zejména při bodovém zatížení. Také tepelné opláštění často vykazuje určitý stupeň pórovitosti a poruchy spojení. Přítomnost těchto vad v povlaku je znepokojující, protože tyto vady mohou zapříčinit způsobovat korozi základního materiálu.
Základy laserového navařování a plátování
Laserové techniky plátování poskytují oproti obloukovému svařování a metodám tepelného nástřiku několik výhod, které souvisejí s kvalitou a procesem. V praxi však tradiční typy laserů tento příslib ne vždy splnily a vykazovaly také značné nevýhody, pokud jde o 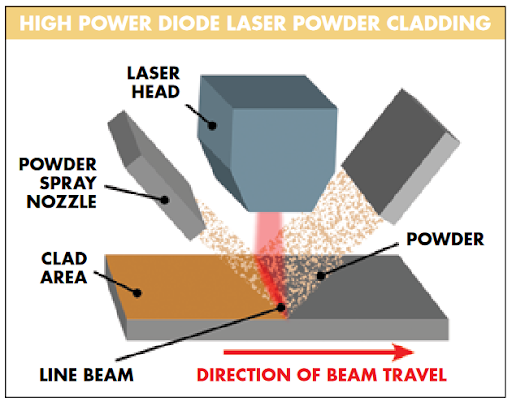 výstupní charakteristiky, provozní náklady a snadnou realizaci.
výstupní charakteristiky, provozní náklady a snadnou realizaci.
V reakci na potřebu lepšího zdroje pro aplikace, jako je plátování, svařování a tepelné zpracování, vyvinuli výrobci laserů vysoce výkonný přímý diodový laser. Vysoce výkonný přímý diodový laser je kompaktní sestava sestávající z velmi velkého počtu polovodičových laserových zářičů s nižším výkonem (každý přibližně 100 W), jejichž výstup je spojen do jediného svazku. Tento paprsek má obvykle podobu dlouhého, tenkého obdélníku, obvykle širokého asi 3 mm a dlouhého od 6 mm do 36 mm. Čárový výstupní paprsek diodového laseru s vysokým výkonem se dobře hodí pro většinu aplikací při obrábění kovů, protože jej lze rozprostřít po celém dílu a umožnit tak rychlé opracování velkých ploch. Například v případě plátování na bázi prášku je dlouhá osa čárového paprsku orientována kolmo na směr pohybu paprsku, jak je znázorněno na obrázku. Například při délce paprsku 24 mm lze obvykle dosáhnout "efektivní" šířky plátování 20 mm při jednom průchodu (viz obrázek 1).
Příležitost pro laserové plátování a navařování s výkonným diodovým laserem
Laserové plátování s výkonným diodovým laserem v sobě v některých ohledech spojuje nejlepší vlastnosti metod obloukového svařování i tepelného nástřiku. V porovnání s metodami obloukového svařování nabízejí systémy diodového laseru nižší deformace související s teplem, menší ředění materiálu, extrémně nízkou pórovitost a lepší rovnoměrnost povrchu. Tyto vlastnosti společně podstatně snižují potřebu následného zpracování a s ním spojený čas a náklady. Vysoká rychlost chladnutí při procesu s diodovým laserem také vytváří jemnější strukturu zrn v plátování, což vede k lepší odolnosti proti korozi. Tyto výhody navíc nejsou obecně výrazně negativně ovlivněny  zvyšováním výkonu laseru a rychlosti nanášení. Naproti tomu u většiny procesů obloukového svařování se kvalita plátování zhoršuje s rostoucím výkonem a rychlostí nanášení. A konečně, díky tvaru čárového paprsku lze rychle zpracovávat velké plochy s vysokou mírou kontroly nad šířkou, tloušťkou a rychlostí nanášení plátu.
zvyšováním výkonu laseru a rychlosti nanášení. Naproti tomu u většiny procesů obloukového svařování se kvalita plátování zhoršuje s rostoucím výkonem a rychlostí nanášení. A konečně, díky tvaru čárového paprsku lze rychle zpracovávat velké plochy s vysokou mírou kontroly nad šířkou, tloušťkou a rychlostí nanášení plátu.
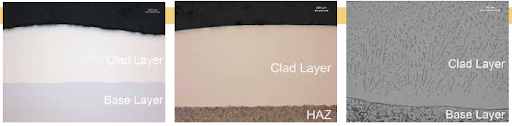
Technika diodového laseru i tepelného nástřiku zamezuje významnému přívodu tepla do dílu a minimalizuje zředění materiálu. Tato nízká úroveň ředění (~ 4 % až 7 %) obvykle podporuje dosažení požadovaného chemického složení povrchu plátované vrstvy v jediném průchodu plátováním, čímž se minimalizují náklady na proces. Na rozdíl od tepelného nástřiku vytváří plátování diodovým laserem skutečnou metalurgickou vazbu se základním materiálem. Výsledkem je lepší přilnavost a odolnost proti opotřebení. Metalurgicky vázané pláty vyrobené diodovým laserem navíc omezují praskání a delaminaci, které jsou někdy spojeny s mechanicky vázanými povlaky. Fotografie mikrostruktury ukazují některé z nejžádanějších vlastností laserového plátování
Proces plátování diodovým laserem je rovněž kompatibilní a často používaný se standardními slitinovými materiály, které jsou běžně dostupné v práškové formě. Patří mezi ně široká škála standardních nerezových ocelí, nástrojových ocelí a korozivzdorných a žáruvzdorných niklových slitin. Díky nízkému zředění a dalším vlastnostem získaným při laserovém zpracování vykazuje plátovaný materiál chemické složení, které má vlastnosti původního sypkého materiálu. To je důležité, protože to znamená, že se plátovaná vrstva bude chovat předvídatelně, se stejnými žádoucími a očekávanými vlastnostmi jako objemový vzorek stejné slitiny. Skutečnost, že vlastnosti materiálu pro laserem plátované vrstvy jsou uživatelům známější, bude nakonec příznivě ovlivňovat využití této technologie ve stále větším počtu průmyslových aplikací. Nižší ředění laserového plátování ve srovnání s metodami obloukového svařování rovněž umožňuje dosáhnout požadovaných výsledků s menším počtem plátovaných vrstev. Omezení plátování vysokovýkonným diodovým laserem jsou především praktického rázu. Konkrétně počáteční investiční náklady jsou vyšší než u jiných technik plátování a fyzická velikost zařízení může ztěžovat jeho integraci do některých výrobních zařízení. Kromě toho v některých případech laserové plátování nepodporuje rychlost nanášení dosažitelnou při obloukovém svařování (i když obvykle s obětováním kvality plátování pro rychlé obloukové svařování).
Závěrem lze říci, že zvláštní optické a provozní vlastnosti vysoce výkonných diodových laserů je v současné době předurčují k použití při plátování. Konkrétně mohou vyrábět plátování vysoké kvality a s širokou škálou materiálů, které již mají dobrou dostupnost na trhu a zdokumentované provozní vlastnosti. Zejména laserové zpracování splňuje rostoucí potřebu trhu po plátování standardizovanými slitinami. Vynikající integrita laserového plátování standardními slitinami přináší výsledky, které ve vyšší míře odpovídají principiální slitině, což vede k předvídatelnějším výkonům. Kromě toho lze laserové plátování provádět při relativně vysokých rychlostech nanášení a obvykle vyžaduje pouze jednu vrstvu, což z něj činí rychlý proces. Tyto faktory spolu s nízkou tepelnou deformací, která podstatně snižuje potřebu následného zpracování, způsobují, že plátování vysokovýkonným diodovým laserem je cenově konkurenceschopné s tradičními metodami obloukového svařování a tepelného nástřiku.






