Growing demand for 3D marking
The laser marking market is characterised by an increased need to mark or texture uneven surfaces such as curved, inclined and stepped surfaces, as well as freeform objects and recessed surfaces. Unfortunately, traditional laser markers and integrated machines are limited to a flat planar field of view that can be adapted for simple inclined planes or cylindrical surfaces by rotating and moving the part during marking. However, the only way to accommodate more complex contoured surfaces has been to resort to expensive and complex programmable robotics or complex five-axis machines.
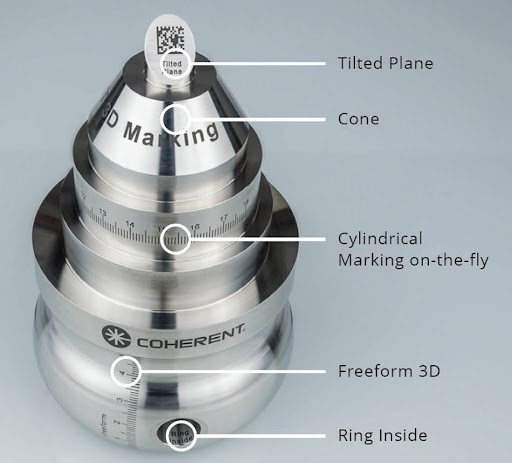
Now, however, Coherent has developed an automated 'smart' solution called SmartMap 3D, which combines new hardware and software, specifically a proven method of fast variable focusing and new 3D machine vision, all under the control of powerful marking software (Visual Laser Marker). This easy-to-use combination not only simplifies the entire process, but also eliminates the cost and time of implementing precision fixing, clamping or positioning. (The software also supports simpler marking applications, including marking on the fly.) In this article, we describe the key features and benefits of this cost-effective approach to 3D marking, which is available in the form of marking subsystems as well as complete machines. In addition, because it is independent of laser type, SmartMap 3D can be used to produce all different types of laser marking (e.g. color change, engraving), precision surface finishes such as roughening and texturing, and even the latest black marking of stainless steel and aluminum products using ultra-short pulse (USP) lasers - see Figure 1. It is now available with all Coherent laser markers and complete marking machines.
Laser marking - versatility and other benefits
Laser marking is a widely used, versatile process in many industries that can be optimized to create permanent, high-contrast marks on virtually any type of material. Marks can be used for product identification and tracking, for anti-counterfeiting mark protection or for functional purposes (e.g. auxiliary marks). There is also a rapidly growing demand for the production of aesthetic marks such as brand logos (e.g. computer tablets) and, in particular, for decorative marks and unusual textures in automotive parts such as trim components, dashboards and associated buttons, gear shifters and taillight details.
The exact requirements for specific markings vary widely between applications, but in most cases manufacturers want to produce a permanent mark that is often difficult to deliberately alter or forge. This makes laser much better than inkjet or pad printing. In addition, for many food and beverage applications and for some medical devices and pharmaceutical products, the mark may come into contact with the material to be ingested or placed directly in the patient's body. This again rules out old-fashioned ink marking. Another common requirement is that the marking process should not adversely affect the surrounding (unmarked) material and substrate layers, and that minimal or no post-processing (e.g. cleaning) is required. By matching the laser power, wavelength and pulse width to the absorption and thermal properties of the target materials, this spatial selectivity in laser marking is relatively straightforward, even for high-resolution marks.
Laser marking can generally be classified according to whether it involves the removal of surface material (engraving) by laser ablation or the change in colour of the material. Material removal may be simple engraving or may involve selective removal of a coating or layer of paint. Colour change can be a simple process such as localised charring of food cartons using an infrared laser, or colour change such as darkening of white plastics such as titanium dioxide impregnated ABS used in kitchen appliances using an ultraviolet laser, or may involve discolouration of a plastic additive using a visible or ultraviolet laser, or foaming used to create white marks on coloured polymers, and more recently may take the form of 'black marking' of some metal surfaces using USP lasers - see Figure 1. Coherent manufactures all of these lasers in a wide range of powers, and the company's application labs can fully evaluate and optimize any new marking job. Coherent can then deliver a solution in the form of a stand-alone laser, a laser marking subsystem or a complete machine with positioning and auto-sorting capabilities. In addition, all laser systems and integrated machines now offer SmartMap 3D capability for simple 3D marking, as described below.
Overcoming the limitations of traditional systems and subsystems
With the exception of mask marking using high-energy pulses from excimer lasers, most laser marking is based on scanning a focused laser spot across the marked surface, sometimes in combination with continuous or stepped motion of the marked part(s). The three main optical components to implement this process are a laser, two galvanometric mirrors for orthogonal scanning of the beam in the xy directions and a beam transfer lens that focuses the point at the correct z-distance, i.e. on the working surface - see Figure 2(a). The beam transfer lens is usually of the f-theta design. Unlike a conventional spherical focusing lens, which has a curved focal plane, the f-theta lens is configured to form a flat focal plane, so that the depth of focus of the laser beam is independent of the position across the lens, and hence across the marking surface. This is great for flat surfaces that are perpendicular to the direction of the laser beam, but the shallow depth of focus means that it is not suitable for 3D marking where the distance from the focusing lens to the target surfaces varies significantly.
For marking 3D surfaces using robotic systems, the supplied optics and sometimes the entire laser subsystem move relative to the work surface, which can also be robotically repositioned. This is cumbersome, expensive and requires complex programming and can have problems achieving the required accuracy for complex graphics and miniature characters. SmartMap 3D now offers an alternative solution that is much simpler, faster and more economical as it does not require movement of the optical system or the part due to the use of a fast focus module located in the optics - see Figure 2(b). This allows for fast adjustment of the focal length. Depending on the specific characteristics of the laser and sensing system, a total range of up to ± 130 mm from the nominal focal length can be achieved. The combination of this z scan with the xy scan provided by the two galvanometers provides the ability to place the focused laser at any xyz location within the target volume without changing the size or shape of the spot.
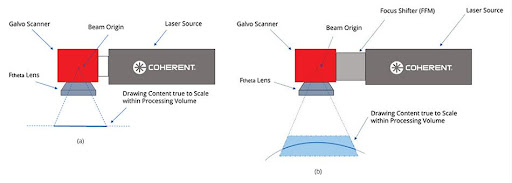
(a) Typical 2D marking setups can create content on a flat surface. (b) In SmartMap 3D, the use of the Focus Shift Module (FFM) allows markers to be created at scale over the target volume.
SmartMap 3D - a combination of hardware, software and 3D machine vision
Another key feature for easy 3D marking is the user-friendly software option in the Visual Laser Marker (VLM) system that automatically determines the combination of focus module and galvanometer mirror movements needed to create a mark on a specific workpiece. Based on more than 40 years of experience in laser marking applications at Coherent, this software defines workpiece surfaces and then stores them for each type of job. The user then maps the mark to the surface using an intuitive graphical user interface. Mark details can be generated and stored using one of two commonly used types of 3D surface mapping. The most intuitive method is called projection mapping, where the marker is defined as a series of points that are all on vectors relative to a fixed point of view. (This method is the most intuitive because it corresponds to creating the marker using a fixed input laser). For regular solids such as spheres, cones and cubes, the VLM can produce uv mappings. Here the mark is defined on a series of 2D (flat) surface segments using orthogonal coordinates u and v. This allows the use of existing marker files such as pdf and dxf documents, and supports flexible content such as QR codes, barcodes and related markers. Various algorithms map these segments to the actual xyz coordinates of the workpiece surface. For complex shaped workpieces or graphics that wrap around parts, more demanding users may prefer to import data from their preferred CAD software and then edit it in VLM - many commercial CAD platforms offer this export format. The 3D viewing capabilities in VLM also provide a completely accurate preview of what the part will look like after marking, and help to position drawings, visualize the trim angle in false colors, and even adjust machine axis movement - all from the preview window.
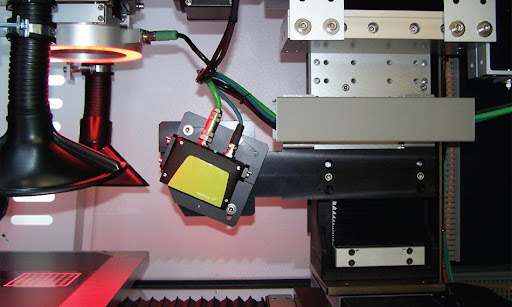
The third component of the SmartMap 3D system is the hardware - a line-of-sight machine vision camera that scans each part before marking. This is available in two different wavelengths to accommodate the reflectivity and color of virtually any marking material. The integration of this vision component allows the smart marking software to detect the shape and orientation of the part prior to marking, a three-dimensional point cloud. These results are then compared to the stored CAD model files for the part. The match rate is expressed as a percentage score. The graphical user interface may optionally display the match rate in a false color overlay of the camera image(s). The operation may be automated such that if the total match exceeds a minimum score, the machine flags the job. This minimum acceptable score is one of several parameters that the user selects in a stored routine for each type of job. Alternatively, the operator can decide, based on the GUI preview and the score, whether to initiate marking or adjust the position/tilt of the workpiece to achieve a better match. The point cloud can also be converted to a 3D surface and used directly in the VLM if a CAD model is not available for the matching step. This is therefore an ideal tool for size 1 batches or for shop floor customers without the requirement for expensive precision clamping.
The intelligent system is able to adapt to different workpiece locations without having to reposition the laser or workpiece as it takes into account several important parameters including projection distortion, crop angle, top angle and 3D surface orientation.
Projection distortion: because the laser beam originates from a fixed point throughout the process, the scanning system must therefore also correct for geometric distortions that would otherwise arise during the marking process - see Figure 4. For arbitrary, freeform 3D shapes, however, it is considerably more difficult. The upgraded VLM software now eliminates this problem by performing all these corrections automatically. Figure 5 illustrates the effectiveness of this software.
Trimming angle: conventional 2D marking is configured so that the laser beam is always aligned almost perpendicular (±10°) to the workpiece surface, i.e. close to "normal incidence". In 3D marking, however, the laser can mark at angles that are significantly different from the normal incidence. The maximum angle that can be used is determined by the absorption and reflectivity of the workpiece surface and is called the clipping angle. This can be selected by the operator on a job-by-job basis to allow the same laser marking device or marking machine to mark different materials.
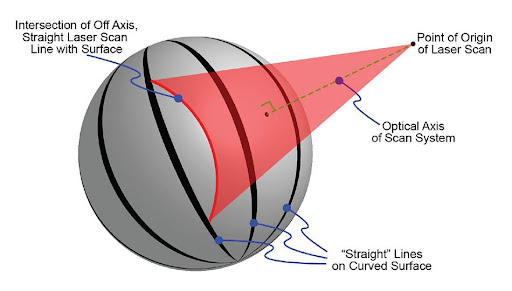
Projection distortion occurs when marking a "straight" line at other than normal incidence on a curved surface.
Peak angle: this angle defines the limits of the marking volume in the xy-axes. It is essentially the field of view of the marking optics together with the focal length of the f-theta lens. The VLM stores this information for each machine or subsystem in which it is installed. It will automatically reject as an error any attempt by the operator to mark beyond this physical boundary.
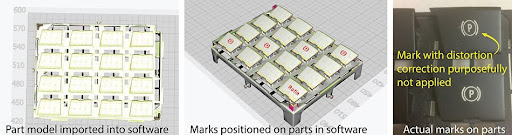
When using Coherent's SmartMap 3D marking system, a CAD model of the part is imported into the software and the user places the desired markings on the part(s). The final results show that distortion correction is required to achieve the correct mark geometry on the workpiece.
Conclusion
Laser marking offers unique advantages in creating numbers, symbols, logos and other graphics on virtually any type of material. Until now, most laser marking has been limited to flat surfaces or simple shapes. Marking on freeforms has been too complex and costly for many potential applications. This has now completely changed; the advent of the SmartMap 3D marking system brings push-button simplicity and automation, unlocking the full potential of laser marking for industries such as automotive, consumer electronics, appliances and many more.