Laser cutting successfully overcomes the challenges of manufacturing medical devices from specialty metals that are otherwise brittle or brittle, difficult to machine, or associated with high material costs.
Most medical devices, and especially reusable ones, are created from some type of stainless steel. Laser cutting  of these steels is well known and widely used. Fiber lasers with nanosecond pulses are predominant for cutting stainless steel products because these lasers provide higher speed and higher throughput. Femtosecond (fs) lasers are used only for cutting very thin hypotubes or for parts with fine details, or where the excellent edge quality produced by these lasers is a decisive advantage.
of these steels is well known and widely used. Fiber lasers with nanosecond pulses are predominant for cutting stainless steel products because these lasers provide higher speed and higher throughput. Femtosecond (fs) lasers are used only for cutting very thin hypotubes or for parts with fine details, or where the excellent edge quality produced by these lasers is a decisive advantage.
Cutting other "nickel" metals used in medical device manufacturing (MDM) often presents some different challenges, but the versatility of laser cutting virtually always leads to an optimal solution. Let's take a look at how/why it applies to three very different types of metals: magnesium, nitinol and platinum (and gold).
CUTTING MAGNESIUM STENTS WITH A FEMTOSECOND LASER
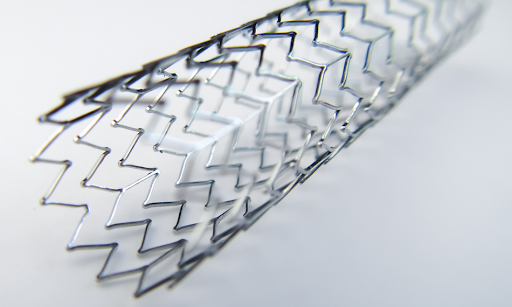
In the US alone, more than 2 million stents are implanted each year. Laser cutting, and in particular the fs laser, is ideal for creating these stents because the desired edge quality can be easily achieved and the need for subsequent mechanical and/or chemical processing can be minimized. Just as importantly, fully integrated and automated machines have simplified 3D cutting from tubular blank. These machines support wet cutting, which is useful for protecting the back wall from thermal damage that is otherwise common when cutting very thin diameter tubes.
 In recent years, bioresorbable stents have been increasingly used to address the problem of restenosis. The first examples were made of organic substances such as polylactic acid (PLLA). Initially, green picosecond lasers were used, but the results were suboptimal and fs lasers soon established themselves as the de facto standard. Resorbable metal (magnesium) stents were then developed as another alternative material. The thermal properties of magnesium meant that an unusual problem arose during fibre laser processing, namely small metal droplets on the cutting surfaces. These had to be removed by mechanical cleaning. However, this tended to break the thin struts required in many stent designs; the yield of this additional processing could be less than 50%. Thus, fs lasers again became the standard cutting technology.
In recent years, bioresorbable stents have been increasingly used to address the problem of restenosis. The first examples were made of organic substances such as polylactic acid (PLLA). Initially, green picosecond lasers were used, but the results were suboptimal and fs lasers soon established themselves as the de facto standard. Resorbable metal (magnesium) stents were then developed as another alternative material. The thermal properties of magnesium meant that an unusual problem arose during fibre laser processing, namely small metal droplets on the cutting surfaces. These had to be removed by mechanical cleaning. However, this tended to break the thin struts required in many stent designs; the yield of this additional processing could be less than 50%. Thus, fs lasers again became the standard cutting technology.
FIBER LASER CUTTING OF NITINOL
Nitinol or "memory metal" offers the special properties of superelasticity and shape memory. These properties make it excellent and often allow the use of this metal in some different implantable devices and procedures, including TAVR. Currently, most nitinol tubes are in the 3-6 mm diameter range. However, nitinol tubes with a diameter of 0.56 mm are also being used.
 For most MDM applications today, the optimal laser method is usually a straight choice between fiber and fs lasers. However, several manufacturers are instead using a new process called Erosion Cutting. This is a cheaper alternative to fs lasers for products including platinum-based components for medical, biotechnology and fuel cell applications. Erosion cutting uses fast galvanometric scanning technology that is typically used for marking applications. However, the disadvantage of this method is that it is significantly more time consuming. The principle is that instead of cutting with a single pass of a focused laser, erosion cutting involves at least tens and sometimes thousands of repeated passes, each ablating several microns of material. But thanks to the high-speed head of the PowerLine F20 system, even thousands of passes can be made in a matter of minutes." In fact, he adds, this unique process is applicable to virtually any metal as well as other harder materials such as ceramics.
For most MDM applications today, the optimal laser method is usually a straight choice between fiber and fs lasers. However, several manufacturers are instead using a new process called Erosion Cutting. This is a cheaper alternative to fs lasers for products including platinum-based components for medical, biotechnology and fuel cell applications. Erosion cutting uses fast galvanometric scanning technology that is typically used for marking applications. However, the disadvantage of this method is that it is significantly more time consuming. The principle is that instead of cutting with a single pass of a focused laser, erosion cutting involves at least tens and sometimes thousands of repeated passes, each ablating several microns of material. But thanks to the high-speed head of the PowerLine F20 system, even thousands of passes can be made in a matter of minutes." In fact, he adds, this unique process is applicable to virtually any metal as well as other harder materials such as ceramics.
Source: Coherent.com