Svařování konstrukčních dílů v automobilovém průmyslu, které často obsahují hliník, často způsobuje komplikace. Hliník má při svařování tendenci "praskat za tepla", protože různé legující prvky tuhnou při různých teplotách, což způsobuje, že se ještě tekuté složky v zóně tavení během procesu tuhnutí od sebe oddělují. Tradičně se tento problém řeší použitím přídavného materiálu, který ze své podstaty zvyšuje náklady a komplikuje svařovací proces.
Proces svařování
 Cílem projektu bylo svařit hliník řady 5xxx až 6xxx pomocí skenovací laserové svařovací hlavy. Použití přídavného drátu nepřipadalo v úvahu, protože dálkově ovládané svařovací hlavy nejsou kompatibilní s podavači drátu. Pro tento úkol jsme vybrali vláknový laser COHERENT HighLight FL-ARM (obr. 1), který umožňuje nezávislé řízení výkonu středového i prstencového laserového paprsku. Středový laserový prstenec s průměrem 0,2 mm a prstencový paprsek o průměru 0,6 mm byly zaměřeny dálkově ovládanou skenovací svařovací hlavou na povrch horního hliníkového plechu.
Cílem projektu bylo svařit hliník řady 5xxx až 6xxx pomocí skenovací laserové svařovací hlavy. Použití přídavného drátu nepřipadalo v úvahu, protože dálkově ovládané svařovací hlavy nejsou kompatibilní s podavači drátu. Pro tento úkol jsme vybrali vláknový laser COHERENT HighLight FL-ARM (obr. 1), který umožňuje nezávislé řízení výkonu středového i prstencového laserového paprsku. Středový laserový prstenec s průměrem 0,2 mm a prstencový paprsek o průměru 0,6 mm byly zaměřeny dálkově ovládanou skenovací svařovací hlavou na povrch horního hliníkového plechu.  Svařované hliníkové plechy měly tloušťku 0,8 mm a byly svařovány při rychlosti zpracování 5 m/min. Výkon laseru v prstenci byl 1500 W a výkon středového paprsku byl nastaven v rozmezí 500 až 1000 W, aby bylo možné měnit hloubku průniku nezávisle na šířce svaru. Použitá optimalizovaná konfigurace paprsku umožňovala přesnou kontrolu předehřevu i dohřevu materiálu, čímž se předešlo problémům způsobeným rychlým ochlazením dílu a eliminovala se potřeba přídavného drátu.
Svařované hliníkové plechy měly tloušťku 0,8 mm a byly svařovány při rychlosti zpracování 5 m/min. Výkon laseru v prstenci byl 1500 W a výkon středového paprsku byl nastaven v rozmezí 500 až 1000 W, aby bylo možné měnit hloubku průniku nezávisle na šířce svaru. Použitá optimalizovaná konfigurace paprsku umožňovala přesnou kontrolu předehřevu i dohřevu materiálu, čímž se předešlo problémům způsobeným rychlým ochlazením dílu a eliminovala se potřeba přídavného drátu.
Výsledek svařování
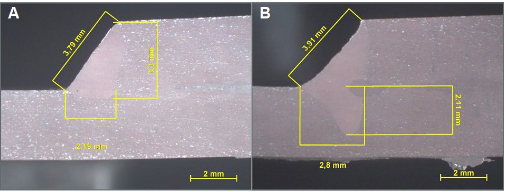
Vláknový laser COHERENT HighLight FL-ARM prokázal schopnost provádět svařování hliníku bez nutnosti použití přídavného drátu a eliminovat tak praskání materiálu za tepla. Výsledky a účinnost jemných změn v rozložení výkonu laseru jsou znázorněny na obrázku 3. Části A a B ukazují, že úpravou profilu intenzity paprsku lze řídit hloubku svaru při zachování konstantní šířky svaru.
Závěr
V průběhu projektu se potvrdilo, že svařování hliníku řady 5xxx až 6xxx pomocí vláknového laseru COHERENT HighLight FL-ARM představuje inovativní a efektivní metodu, která eliminuje potřebu použití přídavného drátu. Tento postup využívá dálkově ovládanou skenovací svařovací hlavu, která umožňuje nezávislé řízení výkonu středového i prstencového laserového paprsku.
Díky optimalizované konfiguraci paprsku bylo dosaženo precizní kontroly předehřevu a dohřevu materiálu, což efektivně předešlo problémům spojeným s praskáním materiálu za tepla. Výsledky ukázaly, že úpravou profilu intenzity paprsku lze snadno řídit hloubku svaru, přičemž je zachována konstantní šířka svaru.
Celkově lze konstatovat, že implementace laseru COHERENT HighLight FL-ARM a skenovací laserové svařovací hlavy přinesla významné vylepšení do procesu svařování hliníkových konstrukčních dílů. Tímto způsobem byly úspěšně překonány tradiční problémy spojené s použitím přídavného materiálu, což znamená nejen úsporu nákladů, ale také zjednodušení celého svařovacího procesu.




