The welding of components in the automotive industry, which often contain aluminium, often causes complications. Aluminium has a tendency to 'hot crack' during welding because the different alloying elements solidify at different temperatures, causing the still-liquid components in the fusion zone to separate from each other during the solidification process. Traditionally, this problem has been solved by the use of additional material, which inherently increases the cost and complicates the welding process.
The welding process
 The aim of the project was to weld 5xxx to 6xxx series aluminium using a scanning laser welding head. The use of additional wire was not an option because the remotely operated welding heads are not compatible with wire feeders. For this task, we selected the COHERENT HighLight FL-ARM fiber laser (Figure 1), which allows independent power control of the center and ring laser beam. The 0.2 mm diameter center laser ring and the 0.6 mm diameter ring beam were focused by a remote-controlled scanning welding head on the surface of the top aluminum sheet.
The aim of the project was to weld 5xxx to 6xxx series aluminium using a scanning laser welding head. The use of additional wire was not an option because the remotely operated welding heads are not compatible with wire feeders. For this task, we selected the COHERENT HighLight FL-ARM fiber laser (Figure 1), which allows independent power control of the center and ring laser beam. The 0.2 mm diameter center laser ring and the 0.6 mm diameter ring beam were focused by a remote-controlled scanning welding head on the surface of the top aluminum sheet.  The welded aluminium sheets were 0.8 mm thick and were welded at a processing speed of 5 m/min. The laser power in the ring was 1500 W and the power of the center beam was set between 500 and 1000 W to vary the penetration depth independently of the weld width. The optimized beam configuration used allowed precise control of both preheating and reheating of the material, avoiding problems caused by rapid cooling of the part and eliminating the need for additional wire.
The welded aluminium sheets were 0.8 mm thick and were welded at a processing speed of 5 m/min. The laser power in the ring was 1500 W and the power of the center beam was set between 500 and 1000 W to vary the penetration depth independently of the weld width. The optimized beam configuration used allowed precise control of both preheating and reheating of the material, avoiding problems caused by rapid cooling of the part and eliminating the need for additional wire.
Welding result
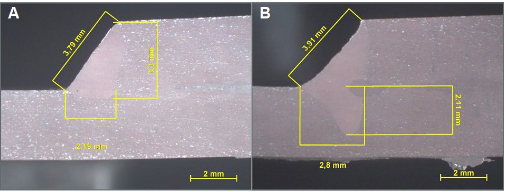
The COHERENT HighLight FL-ARM fiber laser demonstrated the ability to perform aluminum welding without the need for additional wire, eliminating hot cracking of the material. The results and effectiveness of subtle changes in the laser power distribution are shown in Figure 3. Parts A and B show that by adjusting the beam intensity profile, the weld depth can be controlled while maintaining a constant weld width.
Conclusion
During the course of the project, it was confirmed that welding 5xxx to 6xxx series aluminium using the COHERENT HighLight FL-ARM fibre laser is an innovative and efficient method that eliminates the need for additional wire. This process uses a remotely controlled scanning welding head that allows independent power control of both the center and ring laser beam.
The optimized beam configuration has achieved precise control of material preheating and reheating, effectively avoiding problems associated with hot cracking. The results showed that by adjusting the beam intensity profile, the weld depth can be easily controlled while maintaining a constant weld width.
Overall, the implementation of the COHERENT HighLight FL-ARM laser and scanning laser welding head has brought significant improvements to the welding process of aluminium structural parts. In this way, the traditional problems associated with the use of additional material have been successfully overcome, which means not only cost savings but also simplification of the entire welding process.




