Oslovil nás český výrobce výsekových plechů s požadavkem na dodávku laseru vhodného pro kalení břitů výsekových
plechů. Součástí zadání byla i přesná definice kalící teploty, velikosti pracovní plochy a minimální požadovaná
rychlost práce. Vzhledem k tomu, že zákazník má s laserovým kalením svých nástrojů velké zkušenosti, byly veškeré
požadavky zcela jasné a konkrétní a směřovaly k jedinému cíli - po integraci laserového subsystému do výrobní linky
získat výkonné a robustní řešení laserového kalení s maximální kvalitou výroby.

Testování
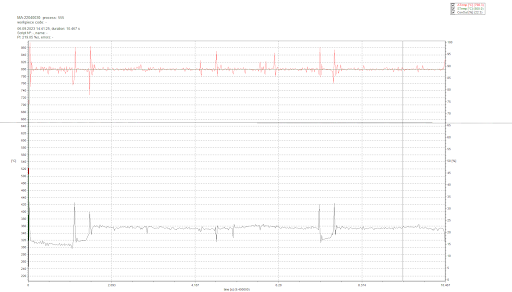
Principem laserového kalení je rychlý ohřev materiálu na kalicí teplotu a jakákoliv odchylka od této teploty vede k
znehodnocení celého již hotového výsekového plechu. Zároveň je třeba dodržet konstantní šířku laserové stopy po celé
pracovní ploše stroje a mnohé další požadavky. Z tohoto důvodu jsem zvolili pro práci následující konfiguraci
laseru:
|
Laserový zdroj
|
Diodový laser
Coherent Compact SE
|
|
Procesní hlava
|
PHF50
s inline kamerou
a pyrometrem
|
|
Fokusační vzdálenost
|
f = 100 mm
|
|
Průměr vlákna
|
200 µm
|
|
Velikost pracovního bodu
|
0,3 mm
|
Diodový laser Coherent Compact SE
Vzduchem chlazený diodový laser Coherent Compact SE je součástí kompletní řady diodových laserů Coherent
Compact. Maximální výkon laseru je 100 W a vlnová délka 980 nm. Laserový zdroj je vzduchem chlazený, což
usnadňuje jeho integraci do výrobních linkek, jeho konstrukce navíc umožňuje využití jako samostatně
stojící modul nebo montáž do 19” racku.
Procesní hlava PHF50
Lehká modulární procesní hlava Coherent PHF50 je určena pro nízkovýkonné laserové systémy. Její výhodou
je dostupnost velkého množství rozšiřujících modulů jako jsou pyrometr, inline kamera, nebo objektivy s
různými optickými parametry.
Laser v aplikační laboratoři Coherent je vybaven procesní hlavou pohyblivou v ose Z, pohyb v osách X a Y pak
zajišťuje pohyb pracovního stolu.Celý proces kalení byl monitorován inline kamerou. Dosažení a udržení
kalicí teploty bylo kontrolováno integrovaným pyrometrem se zpětnou vazbou - pyrometr může přímo upravovat
výkon laserového zdroje.
Závěr
Požadované kalicí teploty při požadované rychlosti lze dosáhnout s dostatečnou výkonovou rezervou daného
laserového zdroje a optickou konfigurací. Při zvyšování výkonu laseru je však nutné určit emisní faktor
materiálu, aby se zabránilo jeho přehřívání.
Poznámka laboratoře: Vzhledem k velikosti pracovního bodu 0,3 mm je třeba při práci zajistit přesné navádění
laserového bodu na kalený břit. Jakákoliv odchylka má přímý vliv na výsledek kalení.