- Customer / Integrator: OptiXs s.r.o. for a major hand tool manufacturer (end customer).
- Prepared by: Coherent / Bystronic-Rofin application laboratories
- Assignment: Shortening the cycle time while maintaining or improving the contrast of laser marking on metal bits with various surface finishes (nickel plating, S2 nickel plating, coating).
- Target Parameters: Integration into the ExactMark machine, full replacement of the existing older system (PowerLine 100 D), and elimination of production delays.
- Success Criteria: Achieving dark, flawless contrast without physically damaging the surface layer (surface annealing/oxidation rather than engraving), and reliable machine alignment using an on-axis camera system.
1. Analysis of the 100 W Fiber Laser (PowerLine F 100-1064)

As the primary solution, the 100 W Coherent PowerLine F 100-1064 fiber laser was tested. The power reserve of this system allows fast surface oxidation without damaging the protective coating (e.g. nickel).
The system demonstrably exceeded the defined time targets for most samples. In the case of the extremely demanding "Nickel S2" surface, the process time was reduced by 11%. For a specific coated bit (TX 9x89), the process took slightly longer, but the result was incomparably higher and more stable contrast, even with slight defocus.
Table 1: Marking results with the PowerLine F 100-1064 system (1064 nm, 100 W)
| Surface Type / Sample | Reference Time (Original Process) | Achieved Time (100 W) | Test Result |
|---|---|---|---|
| Nickel-plated surface (840/BTZ) | 0.30 s | 0.17 s | Met. Dark contrast, smooth surface. |
| Nickel-plated surface (HOP 2x89) | 0.30 s | 0.30 s | Met. (For extra dark contrast, it can be extended to 1.00 s). |
| S2 nickel-plated surface (1.2x6.5x89) | 3.60 s | 3.20 s | Met. Improved readability on the problematic surface. |
| Coated surface (TX 30) | 0.30 s | 0.19 s | Met. Ideal when using power below 50%. |
| Coated surface (TX 9x89) | 0.30 s | 0.45 s | Time exceeded. Significantly better readability than the reference piece. |
2. Comparative Testing of the 50 W Fiber Laser (PowerLine F 50-1064)
For direct comparison, the 50 W Coherent PowerLine F 50-1064 system was also tested. The data clearly shows that half the power runs into physical barriers in the material’s energy absorption.
Although the system was able to replicate the speed of the 100 W machine for some samples, the visual contrast was significantly degraded. The inscription was lighter and reflected more light. The power reserve of the 100 W version plays a key role in compensating for focusing inaccuracies and achieving a deep black oxidized tone.

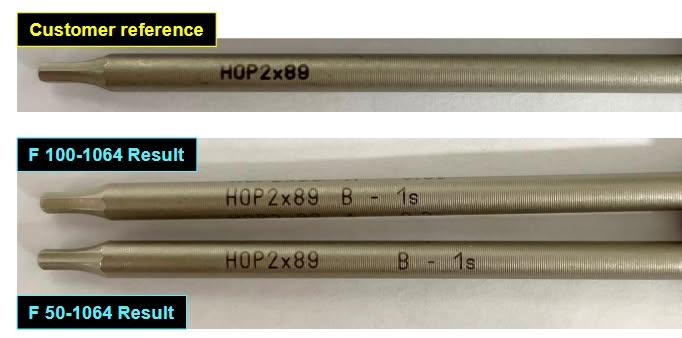
Table 2: Marking results with the PowerLine F 50-1064 system (1064 nm, 50 W)
| Surface Type / Sample | Reference Time | Achieved Time (50 W) | Visual Result and Deviations |
|---|---|---|---|
| Surface Type / Sample | Reference Time | Achieved Time (50 W) | Visual Result and Deviations |
| Nickel-plated surface (840/BTZ) | 0.30 s | 0.17 s – 0.25 s | Visible inscription, but noticeably lighter than with the 100 W system. |
| Nickel-plated surface (HOP 2x89) | 0.30 s | 0.30 s – 1.20 s | Lower consistency. Significantly stronger reflections, less saturated contrast. |
| S2 nickel-plated surface (1.2x6.5x89) | 3.60 s | 3.20 s | Significant drop in readability on both marked areas of the sample. |
| Coated surface (TX 30) | 0.30 s | 0.17 s | Same result as with the 100 W system (power below 50 W was used). |
| Coated surface (TX 9x89) | 0.30 s | 0.45 s – 0.64 s | Lower ability to compensate for focus deviations on the curved bit surface. |
3. Limitations of 532 nm Technology (PowerLine E 25-532)

The customer required testing of a green DPSS laser (532 nm wavelength), which is commonly used for special metals.
This technology brought a radical speed increase for the most problematic material (Nickel S2), where it reduced the time from 3.60 s to 1.60 s. However, this benefit is nullified by process instability. The 532 nm beam is absorbed inconsistently by these specific materials. The result is a lack of smooth line continuity and the inability to guarantee process repeatability with an identical visual output.

Table 3: Hard Data for PowerLine E 25-532 (532 nm, 25 W)
| Surface Type / Sample | Achieved Time (25 W) | Result |
|---|---|---|
| Nickel-plated surface (840/BTZ) | 0.28 s | Dark contrast, but uneven and inconsistent line edges. |
| Nickel-plated surface (HOP 2x89) | 0.50 s | Offset marking. Worse oxidation appearance. |
| S2 nickel-plated surface (1.2x6.5x89) | 1.60 s | Significant acceleration (from 3.6 s), but absolutely inconsistent output across different pieces. |
4. Optical Alignment – Vision System (PartVision Basic)
The proposed ExactMark machine includes an integrated camera system (TTL camera built directly into the laser optical path) operated by Laser Framework software. During testing, fast and reliable edge recognition of the bits was demonstrated (pattern recognition accuracy, so-called "pattern score," showed values above 80%). The system can automatically detect the orientation of the part and adjust the marking angle even if the bit is inserted at an angle (insertion deviation tolerance of ±15°). The edge detection process takes milliseconds and is fully automated before the laser starts.

Conclusion and Recommendation
Analysis of the hard data clearly favors the PowerLine F 100-1064 system. The 50 W version does not provide sufficient reserve to maintain deep, stable contrast. Deployment of the 532 nm laser proved unsuitable due to poor absorption stability of the surface layers of the tested tools.
The 100 W fiber laser not only reduced production times below the required threshold, but also generates outstanding surface oxidation contrast that cannot be reliably replicated at lower power. This system is fully ready for demanding integration into the ExactMark machine.







