Seriál na téma Lasery - Laserové svařování I (Laser Welding)

Úvod - historický vývoj laserového svařování
První laboratorní pokusy svařování pomocí laseru se objevily záhy poté, co byly postaveny první prototypy laseru na počátku 60-tých let. Výrazněji se však aplikace laserového svařování začali uplatňovat po vynálezu Nd:YAG laseru v roce 1964 a s postupným zvyšováním dosahovaných výkonů CO2 laserů , zpočátku v laboratořích a ke konci šedesátých let i v průmyslovém nasazení. V té době i následujících dekádách byly ke svařování používány též CO2 lasery a to hlavně z důvodu dosahovaných vyšších absolutních výkonů. Nevýhodou CO2 laserů pro aplikaci svařování je skutečnost, že absorpce většiny konstrukčních materiálů je v oblasti vlnové délky CO2 laseru (10,6 µm) poměrně nízká oproti pevnolátkovým laserům s vlnovou délkou cca 1,06 µm). Viz grafy absorpcí materiálů v závislosti na vlnové délce, které byly uvedeny v předcházejícím díle seriálu. Účinnost CO2 laserů je navíc z vlastního principu o řád nižší než např. u vláknových laserů . Velkou výhodou pevnolátkových laserů je též možnost vedení paprsku pomocí optického vlákna do místa svaru oproti komplikovaným sestavám zrcadel v případě vedení paprsku CO2 laseru.
Výhody svařování laserem
S rozvojem a zvyšováním výkonů pevnolátkových laserů (obzvláště vláknových) v posledních deseti letech zaznamenalo laserové svařování poměrně bouřlivý rozvoj. Z části díky vývoji výkonnějších a nových typů laserů, z části též díky širšímu používání nových moderních materiálů, které jsou jinými metodami těžce svařitelné. V nemalé míře se o tento rozvoj přičinily též rostoucí požadavky na zvyšování produktivity výroby a opakovatelnosti technologického procesu. Hlavní předností laserového svařování je kvalita sváru, vyšší hloubka průvaru, podstatně nižší tepelně ovlivněná zóna (HAZ - Heat Affected Zone), vysoká produktivita, snadnější možnost automatizace, v neposlední řadě pak povrchový vzhled a svařování bez přídavného materiálu.
Jiné svařovací metody
To však neznamená, že i jiné (klasické) metody svařování nemají své stálé místo v průmyslových aplikacích. Např. svařování elektronovým paprskem v leteckém průmyslu – kvalita svaru je obecně lepší přesto, že jsou vyšší pořizovací a provozní náklady a rychlost svařování je podstatně nižší. Naopak svařování metodami TIG, MIG je pro většinu běžných strojírenských aplikací plně dostačující a pořizovací a provozní náklady jsou naopak výrazně nižší. Samotná aplikace, požadavky automatizace a polohování, konstrukce svaru a v neposlední řadě ekonomické souvislosti tím předem předurčují použití vhodné technologie svařování.
Kromě svařování kovových materiálů a slitin je laser úspěšně používán i při svařování nekovových materiálů, hlavně pak rozličných plastů. O této problematice však bude pojednáno ve speciálním díle našeho seriálu.
Princip laserového svařování
Na obrázku níže jsou schematicky znázorněny dva základní principy/mechanismy laserového svařování.
Při svařování vedením tepla (levá část obrázku) se materiál taví absorpcí a vedením tepla dopadajícím laserovým svazkem. Tento postup umožňuje svařování jen do relativně malých hloubek průvaru. Nicméně rychlost svařování může být vyšší a pro některé aplikace je porovnání hloubky průvaru a rychlost svařování vyhovující. Zvláště v těch případech, kde rychlost svařování je důležitější než úzký a hluboký průvar.
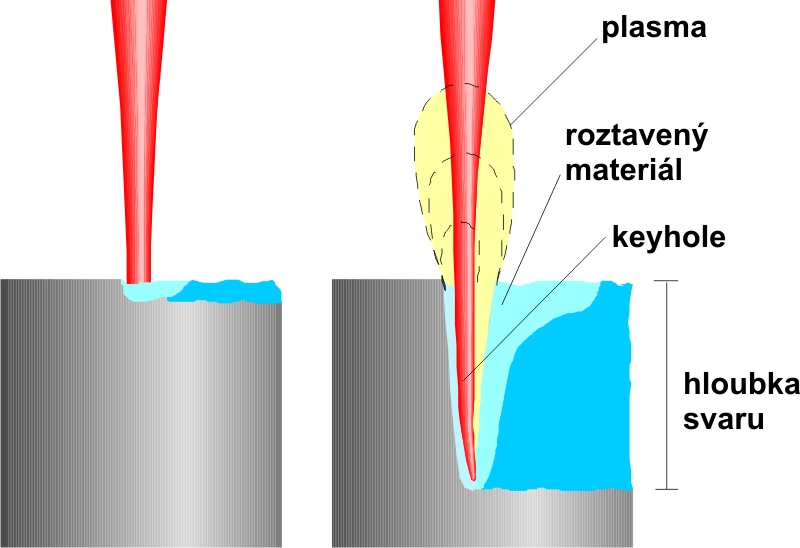
Zvyšováním plošné hustoty výkonu dosáhneme kritické hodnoty (empiricky: 1-5 x 106 W/cm2), kdy dochází k tvorbě par kovů nad samotným povrchem svařovaného materiálu. Společně pak spolu s působením vysoké plošné energie fokusovaného laserového paprsku se vytváří plasma a začíná docházet k hlubokému provařování. Laserový paprsek vytvoří kapiláru, která má průměr 1,5 až 2 násobek průměru ohniska laserového svazku. Tlak plynů vystupujících z kapiláry pak brání jejímu uzavření. Plasma nad povrchem materiálu pak zpětně ovlivňuje tvar kapiláry. Ze stěn kapiláry se následně vedením dostává vložená energie laserového paprsku do taveniny a dále do tuhého materiálu. Tímto procesem může laserový paprsek pronikat hluboko do materiálu a vytváří tzv. keyhole. (pozn. český překlad klíčová dírka by zřejmě nebyl úplně vhodný, proto necháváme anglický výraz.) Tím se i díky mnohonásobné reflexi uvnitř kapiláry výrazně zlepšuje absorpce v místě dopadu laserového paprsku. Vzniká tak relativně úzký a hluboký svár. To je pak hlavním důvodem, proč je laserový svazek užší, než předpokládaná a teoretická dráha laserového svazku za vlastním bodem jeho fokusace. Při pohybu samotného svařovaného materiálu nebo fokusovaného laserového svazku vzniká svarový šev.
Vlastní proces svařování a jeho stabilita je závislá na mnoha vstupních parametrech:
- vlastnosti a parametry svařovaného materiálu
- výkon/ resp. plošná hustota výkonu či energie pulsu
- vlnová délka laseru
- rychlost svařování (posuvu)
- objem a typ asistenčního plynu
- polarizace laserového záření a mnoho dalších faktorů
- nemalou roli hrají i parametry použitých optických prvků ve svařovací hlavě (nejen ohnisková vzdálenost)
- poloha ohniska fokusovaného paprsku vůči trysce a povrchu svařovaného materiálu
Vnášení energie laserového paprsku se při svařování pomocí laseru příznivě ovlivňuje ochranným (asistenčním) plynem. Všeobecně používané asistenční plyny (Ar, N2, CO2 nebo He) zvyšují a stabilizují stupeň absorpce plazmatu indukovaného laserem. Tak může energie laserového paprsku po vzniku plazmatu skoro zcela vniknout do materiálu a zvýšit tak efekt hloubkového provaření - keyhole. Navíc se současně asistenční plyn využívá k ochraně chladnoucí taveniny před oxidací. Některé materiály je však možno svařovat i bez ochranné atmosféry, pokud to dovoluje vytvoření plasmy a povrchová oxidace je přijatelná.
Svařitelnost materiálů
S ohledem na výše zmíněné též hraje zásadní roli kombinace svařovaných materiálů. V tabulce níže jsou uvedeny základní empirické a orientační hodnoty. To pak v podstatě platí i pro slitiny těchto základních materiálů. V uvedené tabulce nejsou pak pojaty detailněji další okolnosti požadavků na samotné svary, tzn. např. z hlediska pevnosti svarů, hermetičnosti, vzhledu apod.
| Al | Ag | Au | Cu | Pd | Ni | Pt | Fe | Be | Ti | Cr | Mo | Te | W | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Al | V | |||||||||||||
| Ag | U | U | ||||||||||||
| Au | U | V | V | |||||||||||
| Cu | U | U | V | V | ||||||||||
| Pd | V | V | V | |||||||||||
| Ni | U | V | V | V | V | |||||||||
| Pt | U | V | V | V | V | V | ||||||||
| Fe | U | U | D | D | D | V | ||||||||
| Be | U | U | U | U | U | |||||||||
| Ti | U | U | U | U | U | U | U | U | V | |||||
| Cr | U | D | D | V | V | D | ||||||||
| Mo | U | V | D | V | V | |||||||||
| Te | D | D | U | U | V | V | ||||||||
| W | U | U | D | U | U | V | V | V | V |
V - velmi dobrá, D - dobrá, U - uspokojivá
Jakým typem laseru svařovat (a jakým výkonem)?
V případě, že se jedná o kovové materiály, tak jednoznačně pevnolátkovým popř. diodovým laserem s vlnovou délkou v blízké infračervené oblasti (cca 800 - 1070 nm). Jedním ze základních argumentů je jednoznačně malá HAZ. A popř. i vysoká účinnost pevnolátkových laserů. Hlavně pak vláknových.
Daleko důležitější než vlastní výkon laseru (u kontinuálních laserů) nebo energie v pulsu (u pulsních laserů) je tzv. plošná hustota výkonu, resp. plošná hustota energie. Tzn. do jak malého bodu dokážeme soustředit výkon či energii příslušného laserového zdroje. Kromě mnoha dalších parametrů, které vstupují do procesu laserového svařování, uvedených v předcházejících odstavcích.
Jak je zřejmé z předcházejícího odstavce tak pevnolátkové lasery (Nd:YAG, diskové, vláknové) lze rozdělit ze své podstaty na pulsní a kontinuální. Každý z nich má své unikátní zastoupení v průmyslových aplikacích. Podrobněji bylo na toto téma pojednáno v předchozích dílech tohoto seriálu.
Nd:YAG lasery – pulsní a kontinuální (CW)
Výstupní paprsek může být přiveden z laserového zdroje do více výstupních optických vláken, mezi kterými je možné přepínat, a/nebo výstupní výkon samotného laserového zdroje rozdělit v definovaném poměru do jednotlivých optických vláken. Lampami buzené pulsní Nd:YAG lasery mají stále své nezastupitelné místo v mnoha průmyslových aplikacích laserového svařování a to hlavně díky energii v pulsu až do 70 Joulů.
V současné době kontinuální Nd:YAG lasery už žádná větší laserová firma nevyrábí a byly ve všech aplikacích nahrazeny vláknovými lasery. Až na tzv. diskové lasery, popsané v dalším odstavci.
Diskové lasery
Jedná se ve své podstatě o modifikaci Nd:YAG laseru s unikátním řešením vlastního laserového resonátoru a náhradou aktivního media ve formě tyčky za tenký disk podstatně meších rozměrů a s výhodnějším principem čerpání pomocí pole laserových diod.
Ve svém důsledku pak byla výrazně zvýšena i kvalita výstupního laserového paprsku oproti kontinuálním Nd:YAG laserům. Samotný princip laseru je jistě unikátní a zasloužil si v době svého vzniku jisté uznání, nicméně tento princip je však poměrně náročný na mechanickou výrobu a samotná účinnost oproti Nd:YAG laserům není výrazně vyšší. V současné době tento typ laseru nabízí jen jedna firma. Zřejmě pak z důvodu, že zaspala vývoj v oblasti vláknových laserů. Je jen otázkou času kdy tyto typy laserů zmizí z nabídky nejmenované firmy a budou nahrazeny vláknovými lasery.
Diodové lasery
Během posledních pár let se pro některé aplikace začínají používat diodové lasery, resp. pole laserových diod. A to s přímým vedením paprsku do fokusační optiky, nebo s možností navázání do optického vlákna. Ploška do které lze paprsek zaostřit je oproti klasickým laserům větší a tudíž se tyto lasery používají hlavně pro svařování, nanášení a povrchové kalení. Díky nižším vlnovým délkám (808nm, 940nm) lze tyto lasery s úspěchem používat i při sváření některých plastů. Další velkou výhodou je vysoká účinnost a nízká váha/malé rozměry, tzn. vhodná kombinace s robotizovanými pracovišti.
Vláknové lasery
V posledních cca 10-ti letech probíhá v oblasti laserových průmyslových technologiích poměrně zajímavá diskuse, následně pak její odraz v počtu instalovaných laserových systémů s různými laserovými zdroji: Vláknové lasery versus CO2, Nd:YAG lasery a diskové lasery. Je zřejmé, že pulsní Nd:YAG lasery mají stále své nezastupitelné místo v průmyslových svařovacích aplikacích. To, že kontinuální Nd:YAG kilowatové lasery vymizely z nabídek všech předních laserových firem není náhodou. Stejně tak klesají aplikace svařování s CO2 lasery.
Jedná se o unikátní typ laseru, ve kterém generace záření probíhá uvnitř optického vlákna dopovaného vzácnými zeminami. Podobné generátory mají celou řadu předností ve srovnání s klasickými systémy:
- výbornou kvalitu svazku
- kompaktnost
- nízký příkon
- z principu nepotřebují žádnou dodatečnou optiku pro navázání výstupu do vlákna
Už dnes jsou běžně k dispozici ověřené a plně funkční systémy s výkony až 50kW. Přitom jeho velikost je srovnatelná s automatem na chlazené nápoje. Jejich masivnějšímu nasazení už dnes nebrání ani vyšší pořizovací náklady v porovnání s ostaními typy laserů.
Závěr
Je nesporné, že laserové svařování se ve vyspělých průmyslových zemích trvale zabydlelo a je potěšující, že i v Čechách nachází svou vlastní cestu nejen k technologům, ale i k samotným konstruktérům. Není dnes ničím novým, když je na výkrese výrobku přímo předepsán svár laserovou technologií. V mnoha případech je potřeba již při vlastní konstrukci výrobku navrhovat příslušný svar s ohledem na použití laseru.
V dalším díle Laserové svařování II našeho seriálu bude pojednáno o některých speciálních aspektech laserového svařování a pak hlavně o některých konkrétních aplikacích a taktéž budou uvedeny některé praktické zkušenosti s ohledem na konkrétní situace.